Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Выбор измерительного инструмента
|
|
Для контроля полученных размеров после обработки выбираем измерительный инструмент [7].
-штангенциркуль двусторонний с линейкой глубиномера (рис.6). Этим инструментом контролируем наружний размер, внутренние диаметры, глубину отверстий.
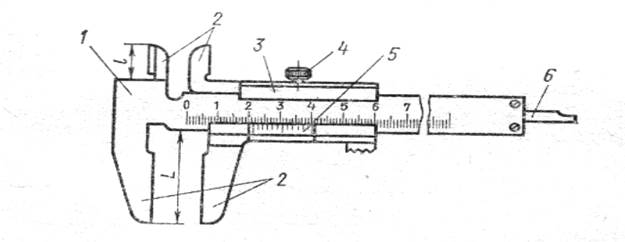 Рис.6
Рис.6
-микрометр для наружнего измерения (рис.7). Этим инструментом контролируется диаметр 14d9. Измеряемый размер определяется по углу поворота барабана. Для отсчёта целого числа оборотов служит продольная (основная) шкала. Указателем для отсчёта по этой шкале является торец барабана.
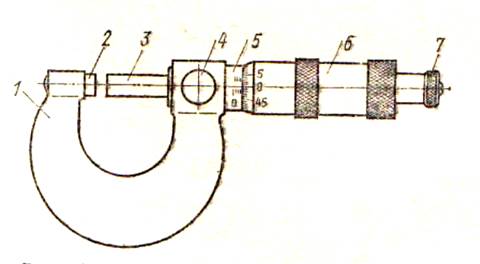
Рис. 7
Сводная ведомость измерительного инструмента.
Таблица 3
| Наименование. | Тип. | Пределы измерений. | Назначение. | ГОСТ. |
| Штангенциркуль двусторонний с глубиномером. | ШЦ – 1 | О – 125 мм | Измерение наружних и внешних размеров, глубин оверстий. | ГОСТ 166-80 |
| Микрометр гладкий. | МК | 50-75 | Измерение наружних размеров. | ГОСТ 6507-78 |
Сводная ведомость режущего инструмента.
Таблица 3
| Наименование предмета. | Габаритные размеры. | Материал режущей части. | Главный угол в плане φ˚ | ГОСТ |
| Отрезной резец. | H B L мм 20 20 120 | Т15К6 | φ=45˚ | По ГОСТ 18879-73 |
| Проходной отогнутый резец | Н В L мм 20 20 120 | Т15К6 | φ=45˚ | По гост 18879-73 |
| Радиусный резец. | Н В L мм 20 20 120 | Т15К6 | φ=45˚ | По гост 18879-73 |
| Сверло спиральное | d=5,2 L=13 | Р18 | 2φ=118˚ | ГОСТ 10902-77 |
| Концевая фреза. | Н В L мм 20 20 120 | Т5К10 | ||
| Круг шлифовальный ПП | D=350мм H=100мм | электрокорунд | ГОСТ 2424-67 |
7. Расчёт режимов резания.
7.1. Обработка поверхности 1 (см. рис.8).
Глубина резания t=5мм; число проходов i=1; диаметр обработки 16мм.
Рис.8.
7 .1.1. Расчёт длины рабочего хода суппорта.
Lрх = Lрез + y + Lдоп (стр. 13 [3]), где
Lрез = 8/2 = 4– длина резания;
Lдоп = 0 – дополнительная длина хода;
y = yподв + yврез +yп (стр.30 [3]), где
yврез = 5мм – врезание;
yподв + yп = 4 м – длина подвода и перебега.
Lрх = 4+5+4+0=14мм
7.1.2 Назначение подачи (литер. [3] табл. Т-2 стр. 23).
S0 = 0,4мм/об
Date: 2015-07-01; view: 419; Нарушение авторских прав