Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Процедура FMEA
|
|
FMEA (Failure Mode and Effects Analysis) — означает анализ видов и последствий отказов. FMEA — это методология проведения анализа и выявления наиболее критических шагов, с целью управления надежностью и безопасностью технических систем.
Следует заметить, что это не единственное определение FMEA. Согласно военного стандарта США MIL-STD-1629 «Procedures for Performing a Failure Mode, Effects and Criticality Analysis», FMEA — это процедура, с помощью которой проводится анализ всех возможных ошибок системы и определения результатов или эффектов на систему с целью классификации всех ошибок относительно их критичности для работы системы.
Область применения FMEA не ограничивается технической сферой. Метод FMEA также используется для непроизводственных отраслей, таких как: маркетинг, продажи, менеджмент, обслуживание и т. д. Таким образом,FMEA применимо для анализа видов и последствий отказов продукта, процесса, системы, услуги и т. д. на протяжении всего времени существования последнего.
FMEA был разработан для военной промышленности США как стандарт подхода к определению, анализу и категоризации потенциально-возможных отказов. Стандарт MIL-STD-1629 «Procedures for Performing a Failure Mode, Effects and Criticality Analysis» введён в действие в 1949 году. Указанный документ действует в США и по сегодняшний день.
Позже, в 1950-60-х годах стандарт был применен в аэрокосмической промышленности для предотвращения дефектов дорогих и несерийных ракетных технологий. Разработку проекта по высадке человека на луну — «Apollo», NASA проводило с применением данного подхода.
В 70х годах ХХ века методология FMEA была применена в автомобильной промышленности компанией Ford для повышения надежности и безопасности автомобилей. Компания также использовала FMEA для улучшения дизайна и производственного процесса. А с 1988 года метод начал использоваться членами «Большой Тройки». С 1993 года FMEA стал одним из требований стандартов AIAG иAmerican Society for Quality Control.
Суть методики FMEA состоит в идентификации всех потенциально возможных ошибок или отказов системы (процесса или продукта). Этот процесс основан на составлении списка всех возможных отказов с последующим его анализом и последующей числовой оценкой (рис.7.2). Составив список всех возможных ошибок, а также последствий их возникновения FMEA-команда оценивает каждый отказ по трем критериям: значимости или критичности отказа (S); частоте возникновения данного дефекта (О); и возможности обнаружения на предприятии-изготовителе (D) (рис.7.3).
В руководстве «Анализ видов и последствий потенциальных отказов. FMEA: Справочное руководство. «Крайслер Корпорэйшн», «Форд Мотор Компани», «Дженерал Моторс Корпорэйшн» приведены рекомендуемые 10-балльные шкалы оценок для указанных трех критериев. Однако чаще всего организация актуализирует эти шкалы в соответствии со спецификой производства. К примеру, может указываться частота возникновения в штуках из определенного количества изготовленной продукции или частота повторов во времени.
Впоследствии высчитывается обобщенный показатель — приоритетное число риска (ПЧР), равное произведению трех упомянутых балльных оценок (ПЧР = S∙O∙D).
ПЧР может принимать значения от 0 до 1000 и обычно сравнивается с установленным критическим значением. Если полученное ПЧР больше критического ПЧРгр, то система или процесс требуют доработки. Чаще всего принятые меры помогают снизить частоту появления (О) и/или повысить частоту обнаружения (то есть снизить значение D).
Для упрощения анализа предложены количественные оценки частоты появления отказов:
Ожидаемое наступление отказа Ассоциируемая вероятность
наступления отказа Р
Частое Р > 0,2
Вероятное 0,1 < P < 0,2
Редкое 0,01 < P < 0,1
Очень редкое 0,001 < P < 0,01
Невероятное P < 0,001
Стратегия обслуживания с контролем надежности нуждается в использовании в определенной мере средств ТД. Ее можно рассматривать как этап к переходу к полноценному обслуживанию по техническому состоянию. Рекомендуется следующая последовательность и методика проведения работ по оснащению оборудования средствами ТД.
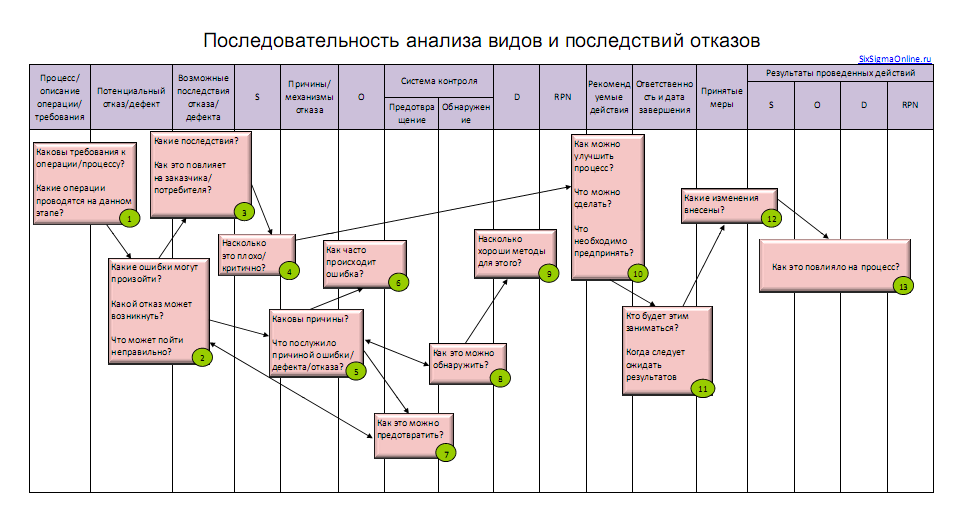
Рис. 7.2 Последовательность анализа видов и последствий отказа
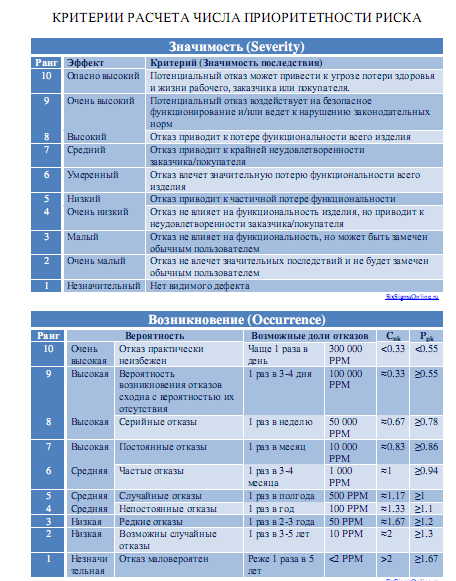
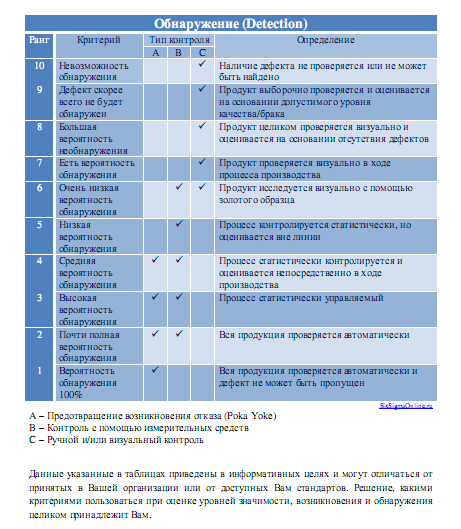
Рис. 7.3 Критерии расчета числа приоритетности риска
Определяются параметры, подлежащие постоянному или периодическому контролю для проверки алгоритма функционирования и обеспечения оптимальных режимов работы (технического состояния) оборудования.
По всем агрегатам и узлам оборудования составляется перечень возможных отказов. Предварительно проводится сбор данных об отказах оборудования, оснащаемого средствами ТД, или его аналогов. Анализируется механизм возникновения и развития каждого отказа, и намечаются диагностические параметры, контроль которых, плановое техническое обслуживание и текущий ремонт могут предотвратить отказ. Анализ отказов рекомендуется проводить по форме, представленной в табл. 7.1.
Таблица 7.1
Форма для анализа отказов и выбора диагностических параметров,
методов и средств технического диагностирования
_______________________________________________________________
(наименование оборудования)
| Прогнозируемый характер отказа | Возможные причины отказов | Физическая сущность отказа | Неисправность, предшествующая отказу | Диагностический параметр и метод диагностирования | Средства ТД | Встроенное или внешнее устройство ТД |
Определяется номенклатура деталей, износ которых приводит к отказу.
Определяются параметры, контроль которых необходим для прогнозирования ресурса или срока службы деталей и соединений.
Составляется сводный перечень диагностируемых отказов, возможные причины отказов, предшествующие отказу неисправности и т. д.
Date: 2015-07-01; view: 916; Нарушение авторских прав