Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Радиально-сверлильный станок 2М55
|
|
Станок (рис. 16.8) предназначен для сверления, зенкерования и развертывания отверстий и нарезания резьбы в заготовках крупных деталей при единичном и серийном производстве.
Технические характеристики станка
Таблица 16.3
| Наибольший диаметр сверления, мм ………………… 50 |
| Конус шпинделя ………………………………………….Морзе № 5 |
| Вылет шпинделя (расстояние от оси шпинделя до наружной поверхности колонны), мм ………………………………………… 375—1600 |
| Частота вращения шпинделя, мин -1…………….. 20 – 000 |
| Подача, мм/об ……………………………………. 0,056—2,5 |
| Мощность электродвигателя главного движения, кВт …… 4 |
| Масса, кг ……………………………………………………… 4700 |
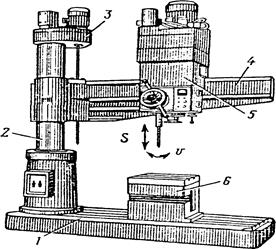
Рис. 16.8 Общий вид радиально-сверлильного станка 2М55
Обрабатываемую заготовку устанавливают на приставном столе 6 или непосредственно на фундаментной плите 1. Инструмент закрепляют в шпинделе станка, а затем устанавливают относительно обрабатываемой заготовки, поворачивая траверсу 4 вместе с поворотной наружной колонной 2 и перемещая шпиндельную головку 5 по траверсе. В зависимости от высоты заготовки траверса может быть поднята или опущена. Станок имеет механизированные зажимы шпиндельной головки, траверсы и поворотной наружной колонны.
Движения в станке. Главным движением в радиально-сверлильных станках является вращение шпинделя, а движением подачи – осевое перемещение шпинделя вместе с пинолью (гильзой). К вспомогательным движениям относятся: поворот траверсы вместе с поворотной наружной колонной и последующее закрепление на неподвижной внутренней колонне, вертикальное перемещение по наружной колонне и закрепление траверсы на нужной.
Горизонтальное перемещение шпиндельной головки по траверсе вручную производят с помощью маховичка и реечной передачи. Механическое вертикальное перемещение траверсы по поворотной колонне осуществляется отдельным электродвигателем. Закрепление траверсы по окончании перемещения, а также освобождение траверсы перед началом перемещения происходит автоматически.
Закрепление поворотной наружной колонны на неподвижной внутренней, а также закрепление шпиндельной головки на направляющих траверсы происходит с помощью гидромеханизмов, управляемых кнопками. Нажим на одну кнопку вызывает закрепление колонны иголовки, нажим на другую – их освобождение. Сила закрепления регулируется продолжительностью нажима на кнопку. Траверсу с полой колонной поворачивают вручную.
Электрическая принципиальная схема радиально-сверлильного станка модели 2м55
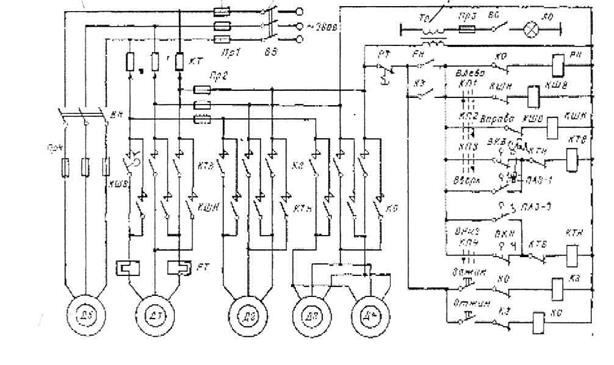 Рис. 16.9. Схема электрическая принципиальная радиально-сверлильного станка модели 2М55
Рис. 16.9. Схема электрическая принципиальная радиально-сверлильного станка модели 2М55
16.4.3Анализ и расчет надежности системы «станок»
Возможные причины отказа станка: функциональный отказ как следствие внезапного отказа блоков, узлов, деталей или параметрический отказ, который произойдет, когда будет исчерпана технологическая надежность.
Функциональный отказ, приводящий к остановке станка, наступит в результате реализации приведенных прогнозируемых причинно-следственных цепей
опасностей:
- отказ электродвигателя;
- отказ концевого выключателя;
- короткое замыкание кабеля на землю;
- короткое замыкание электрооборудования на корпус;
- отказ предохранителя;
- отказ насоса;
- отказ дросселя;
- отказ обратного клапана;
- отказ предохранительного клапана;
- потеря герметичности в маслопроводе;
- отказ муфты главного привода;
- отказ муфты первого вала коробки скоростей танка;
- отказ ограничителя передвижных зубчатых колес коробки скоростей;
- отказ зубчатых колес коробки подач;
- отказ муфты сцепления зубчатых колес коробки подач;
Система рассматривается в период нормальной эксплуатации, поэтому принимается, что параметрические отказы не происходят.
На рис. 16.10 представлено построенное на основе рассмотренных причинно-следственных цепей «дерево неисправностей» металлорежущего станка.
Оценка возможности отказа или безотказной работы отдельных элементов технических систем производится на основе статистических данных по интенсивности их отказа.
Рис 16.10 «Дерево неисправностей» металлорежущего станка
1. отказ электродвигателя;
2. отказ концевого выключателя;
3. короткое замыкание кабеля на землю;
4. короткое замыкание электрооборудования на корпус
5. отказ предохранителя;
6. отказ насоса;
7. отказ дросселя;
8. отказ обратного клапана;
9. отказ предохранительного клапана;
10. потеря герметичности в маслопроводе;
11. отказ муфты главного привода;
12. отказ муфты первого вала коробки скоростей;
13. отказ зубчатых колес коробки скоростей;
14. отказ ограничителя передвижных зубчатых колес коробки скоростей;
15. отказ зубчатых колес коробки подач;
16. отказ муфты сцепления зубчатых колес коробки подач.
Используя статистические данные по интенсивности отказов, заполняют таблицу 16.4
Исходные данные по интенсивности отказов
Таблица 16.4
| № п/п | Наименование отказа | Интенсивность отказов λ, ч -1 |
| отказ электродвигателя | 3,1×10-4 | |
| отказ концевого выключателя | 3×10-4 | |
| короткое замыкание кабеля на землю | 3×10-7 | |
| короткое замыкание электрооборудования на корпус | 1,1×10-5 | |
| отказ предохранителя | 3×10-7 | |
| отказ насоса | 1,12×10-6 | |
| отказ обратного клапана | 1×10-4 | |
| отказ дросселя | 1×10-8 | |
| отказ предохранительного клапана | 1×10-5 | |
| потеря герметичности в маслопроводе | 3×10-6 | |
| отказ муфты главного привода | 4×10-8 | |
| отказ муфты первого вала коробки скоростей | 2×10-8 | |
| отказ зубчатых колес коробки скоростей | 2×10-9 | |
| отказ ограничителя передвижных зубчатых колес коробки скоростей | 1,65×10-7 | |
| отказ зубчатых колес коробки подач | 2×10-9 | |
| отказ муфты сцепления зубчатых колес коробки подач | 4×10-8 |
Вероятность безотказной работы подсистемы Г:
 ,
,
где вероятность элементов 1..5 определяется по формуле

Вероятность отказа подсистемы Г (события Г)

Вероятность события Д:
Вероятность события Е

Вероятность функционального отказа В:
Вероятность остановки станка Б:

Вероятность безотказной работы станка:

Результаты расчета представляются в виде таблицы 16.5
Расчетные данные по вероятности отказов станка
Таблица 16.5
| № п/п | Индекс | Наименование отказа | Вероятность отказов ч -1 |
| Б | остановка станка | ||
| В | функциональный отказ | ||
| Г | выход из строя электрооборудования | ||
| Д | выход из строя гидрооборудования | ||
| Е | выход из строя механической части |
Date: 2015-07-17; view: 4807; Нарушение авторских прав