Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Применяемые клеи
|
|
Для облицовывания в производстве изделий из древесины широко используют клей на основе карбамидоформальдегидных смол по ГОСТ 14231—78 марок КФ-БЖ, КФ-Ж (М), КФ-Б и модифицированные ими. В качестве отвердителя применяют: хлористый аммоний при горячем склеивании и щавелевую кислоту — при холодном. Для наполнения клеевых растворов используют каолин, тальк и смет пшеничный. Поступающие клеи необходимо проверять на соответствие их стандартам. Стандарты регламентируют долю сухого остатка, массовую долю свободного формальдегида (1 %), вязкость, время желатинизации, концентрацию водородных ионов и предел прочности склеивания.
Количество одновременно приготовляемого клея определяют расчетом, исходя из потребности на время его жизнеспособности. Для облицовывания при холодном склеивании в смолу КФ – Ж (М) вводят 4—7 % щавелевой кислоты в 10 %-ном растворе. совпадать с направлением волокон основы.
Расход клея зависит от применяемых материалов. Его должно быть достаточно для образования сплошного слоя. При облицовывании пленками расход клея от 80 до 100 г/м2, строганым шпоном—от 130 до 140 г/м2.
2.3. 3 Применяемое оборудование
Облицовывают щитовые и другие прямолинейные заготовки в многоэтажных или одноэтажных прессах с обогреваемыми плитами. Пласти щитов облицовывают синтетическим шпоном и полимерными пленками на том же оборудовании, что и при облицовывании строганым шпоном.
При облицовывании в одноэтажных прессах с обогреваемыми плитами удельное давление, МПа, для пленки 0,4—0,5, для шпона 6,5—0,8; время выдержки под давлением для смолы КФ-Ж (М) не менее, с; для пленки — 40, для шпона толщиной 0,6—0,8 мм—60, для шпона толщиной 1,1— 1,5 мм—90; для смолы КФ-БЖ время выдержки в прессе сокращаются примерно вдвое.
После облицовывания в горячих прессах облицованные заготовки должны храниться уложенными в плотные стопы до полного охлаждения примерно 24 ч. При облицовывании в многоэтажных прессах используются металлические прокладки, с помощью которых загружают пакеты в пресс. Щиты облицовывают пленкой в многоэтажных прессах при удельном давлении 0,4—0,5 МПа, при облицовывании шпоном 0,8—1 МПа; температура плит пресса от 110 до 140 °С; время выдержки 2—4 мин.
На базе одноэтажных прессов АКДА 4938-1, АКДА 4940-1 созданы полуавтоматические линии облицовывания щитовых заготовок МФП-2, МФП-3. Применяютсятакже линии импортного производства. Благодаря механизации процесса трудозатраты на облицовывание щитовых заготовок на одноэтажных прессах в 3 раза меньше трудозатрат, чем на облицовывание в многоэтажных прессах. Преимуществом является и более высокое качество облицованной поверхности.
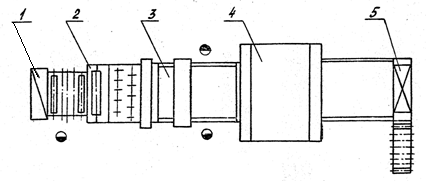
1 - питатель; 2 - клеенакосящий станок КБ 18-1; 3 - конвейер формирования пакетов; 4 - пресс ЖДА 4938-1; 5 - автоматический укладчик щитов
Рисунок 3. 1 – Схема линии облицовывания пластей МФП-2
Способы загрузки пакетов в прессы различных линий могут быть различны (рисунок 3. 2).

a—стальной лентой: /—стальная лента; 2— пакеты; 3— плиты пресса; б—с загрузочной кареткой: /—каретка; 2—пакеты; 3 — плиты пресса,; 4— разгрузочный конвейер; в—с загрузочным конвейером из термостойкой ленты: 1— конвейер; 2—па кеты; 3 — плиты пресса; 4 — термостойкая лента; 5 — разгрузочный конвейер; г — с цепным загрузочно-разгрузочным конвейером; / — стол формирования пакетов; 2 — пакеты 3 — плиты пресса; 4 — приемный конвейер; 5 — упор; 6 — цепь
Рисунок 3.2 - Схемы загрузки пресса
В линиях марки МФП загрузка пакетов в пресс производится с помощью загрузочного конвейера.
Облицовывание холодным способом применяется при наклеивании на поверхность заготовок толстых слоев облицовок из декоративного бумажно-слоистого пластика, фибры, искусственных кож и др. На основу наносят клей холодного отверждения. Пакет комплектуют в следующей последовательности: прокладка — облицовочный материал — основа — облицовочный материал — прокладка. Пакеты укладывают в стопу на подстопный щит и выравнивают кромки. Стопу накрывают вторым щитом и укладывают балки, которые соединяются между собой стяжками. Стопу помещают в большепролетный пресс, создают давление и стягивают стопу стяжками, после чего снимают давление и выкатывают стопу по роликовому конвейеру из пресса для выдержки до полного отверждения клея в условиях цеха. Применение совмещенных клеев на основе мочевиноформальдегидных смол с поливинилацетатной эмульсией ускоряет процесс холодного склеивания в несколько раз. Применение клеев на основе каучука требует двухразового нанесения и подсушки. При одностороннем наклеивании пластика на щитовые заготовки на вторую сторону наклеивают компенсирующий слой, предотвращающий коробление щитов.
Date: 2015-07-17; view: 989; Нарушение авторских прав