Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Применяемый инструмент и оборудование
|
|
При небольших объемах производства раскрой может производиться на круглопильных станках Ц-5, Ц-6, снабженных специальными столами. Однако, эти станки неудобны, неточны, опасны в эксплуатации при раскрое больших форматов. Эффективно применяются для дораскроя кратных заготовок практически на всех мебельных производствах.
Последним достижением в технике раскроя является раскрой с помощью лазера. Преимущество: отсутствие д/р инструмента, отходов, шумового эффекта и вредных пылевых выделений, повышение полезного выхода.
При раскрое ДСтП применяются дисковые пилы диаметром 320-400 мм с пластинками из твердых сплавов. Скорость подачи на зуб Uz=0,05-0,12 мм. Отклонение от перпендикулярности сторон заготовок не более 0,5 мм, от прямолинейности не более 0,3 мм.
Эффективность раскроя зависит от применяемого оборудования и организации процесса раскроя плит и листовых материалов. По технологическим особенностям применяемое при раскрое плит оборудование можно разделить на четыре группы.
Первая группа оборудования ориентируется на выполнение простейших индивидуальных раскроев.
Это станки, имеющие несколько суппортов продольного пиления и один - поперечного ЦТЗФ-1 (рисунок 1.1). Раскраиваемый материал укладывают на стол-каретку. При движении стола в прямом направлении суппорты продольного пиления раскраивают материал на продольные полосы. На каретке имеются переставные упоры, воздействие которых на конечный выключатель вызывает автоматическую остановку каретки и привод в движение поперечного суппорта пиления.

1 — станина,; 2 — направляющая; 3 — пульт управления; 4 — гидростанция; 5 — гидропривод поперечного суппорта; 6— траверса; 7, 12 — суппорты; 8, 11—маховички; 9— пила для продольного пиления,; 10—пила для поперечного пиления; 13—трос; 14— распиливаемый материал; 15 — каретка
Рисунок 1. 1- Станок форматно-обрезной трехпильный ЦТЗФ-1:
Ко второй группе относятся станки, имеющие также несколько суппортов продольного пиления и один поперечного, но стол каретки состоит из двух частей (SpK-401). При продольном пилении обе части стола составляют одно целое, а при обратном движении каждая часть движется отдельно до стопорной позиции, определяющей положение поперечного реза. Таким образом достигается совмещение поперечных резов отдельных полос. Вторая группа позволяет выполнять схемы раскроя с разнотипностью полос, равной двум. При большей разнотипности возникают те же трудности, что и в первом случае.
Третья группа, линии ЦТМФ-1, МРП-1, позволяет выполнить раскрой по более сложным схемам с разнотипностью полос до пяти. Эта группа оборудования имеет высокую производительность и наиболее перспективна.
В основу конструкции линии МРП-1 входит полуавтоматическая линия ЦТМФ-1 (рисунок) и укладчик щитов УЩВ-130.
Раскрой на полуавтоматической линии ЦТМФ-1 выполняется одной продольной и десятью поперечными пилами. Плиты укладывают на загрузочный стол поперек и выравнивают по перемещаемой упорной линейке. Нажатием рукоятки, расположенной под рабочим столом, продольную пилу приводят в рабочее положение, и она отрезает первую полосу пакета плит. В период рабочего хода отрезанная полоса укладывается на рычаг и зажимается пневматическими прижимами, что делает невозможным смещение пропила.
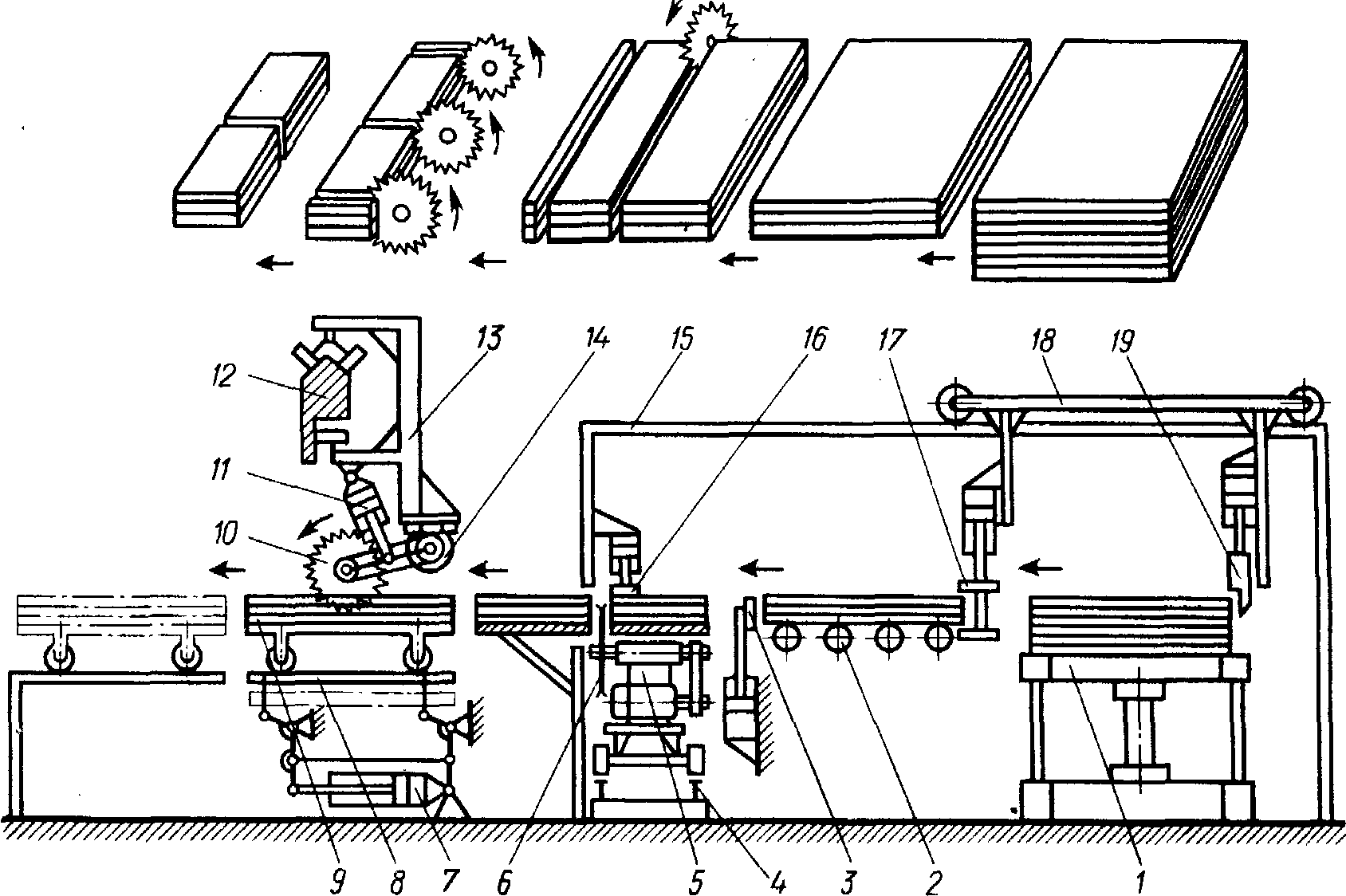
1 — подъемный стол; 2 — устройство базирования пакета; 3 — упор; 4, 15 — направляющие; 5, 13 — суппорты; 6. 10 — пилы,; 7, 11 — пневмоцилиндры; 8 — подъемная направляющая; 9—каретка; 12— траверса; 14 — электродвигатель; 16— прижим; 77— зажим-упор; 18 — загрузочная каретка; 19 — толкатель
Рисунок 1. 2 -Схема форматно-раскроечного многопильного станка ЦТМФ-1
После произведенного продольного реза пила уходит под стол и возвращается в исходное положение. Во время опускания продольной пилы, расположенный за ней перемещаемый стол приподнимается над уровнем рычага и принимает на себя отрезанные полосы. Затем стол движется в поперечном направлении. Левая крайняя пила, установленная стационарно, обрезает кромку плиты (10 мм) для создания базы. Остальные поперечные резы выполняются согласно выбранной программе. Раскроенные заготовки по наклонной плоскости подают на стол и укладывают в стопы. Затем цикл раскроя повторяется согласно выбранным программам.
К четвертой группе относятся однопильные станки-автоматы. Последовательность раскроя плит на автоматических станках фирмы «Тойтоматик» (ТМ-150) с числовым программным управлением следующая:
Подлежащая раскрою стопа плит укладывается на стол, с помощью приводных ремней базируется кромкой относительно упоров и фиксируется пневмоприжимами. По направляющим стола перемещается портал, имеющий направляющие, по которым перемещается суппорт, несущий механизм подъёма и фиксированного поворота пильной головки. Суппорт пилы может поворачиваться на 270 градусов.
Станочный парк для раскроя плит пополнили вертикальные станки (рисунок 1.3), изготовителями которых являются фирмы Reich (Holz-Her),
Sonnenberger (обе - Германия), Striebig (Швейцария).
Рисунок 1.3 - Вертикальный станок для раскроя плит фирмы Striebig
В другом аспекте условно все оборудование может быть разделено на:
- ручной механизированный инструмент,
-станки для раскроя плит вертикальные,
-станки круглопильные с кареткой,
-станки с прижимной балкой, станки с прижимной балкой и программным управлением,
-станки многопильные,
-полуавтоматические и автоматические линии.
Date: 2015-07-17; view: 1755; Нарушение авторских прав