Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Раскрой строганого шпона
|
|
В производстве изделий широко используется строганый шпон, который поступает на предприятие в пачках или кнолях. До раскроя строганый шпон необходимо рассортировать в пачках в зависимости от назначения облицовок. Такая сортировка позволяет более рационально использовать шпон каждой пачки в зависимости от его качества, вести учет и определять обеспеченность предприятия шпоном на ближайшее время. Строганый шпон сортируют по породам, назначению и ширине на три группы: для облицовывания фасадных поверхностей, лицевых и не лицевых.
Из поступившей партии пачек выбирают пригодные для фасадных и лицевых поверхностей, оставшиеся остальные — для не лицевых поверхностей.
После сортирования пачки размечают с помощью шаблонов и линеек цветными мелками и передают на раскрой.
Раскрой шпона может производиться на круглопильных станках, гильотинных ножницах НГ18, НГЗО. Гильотинные ножницы работают по принципу бесстружечного резания и позволяют получить чистый рез, не требующихй последующего фугования кромок. При отсутствии гильотинных ножниц раскраивать шпон можно на универсальных станках с дисковыми пилами. Для раскроя шплна используются также бумагорезательные машины БРП-4М 2БР-136.
Для максимального выхода шпона первый лист отобранной пачки размечают по шаблонам. Это дает возможность формировать облицовку с наиболее красивым рисунком при минимальных отходах шпона. Рабочий, производящий разметку, должен знать размеры и назначение всех облицовок для деталей изделия.
Пачки шпона хранятся на стеллаже. Их подбирают и размечают на При раскрое на круглопильных станках (рисунок22.1, б, 1) пачку шпона закрепляют на каретке зажимом. Каретка перемещается по пазам стола станка до пилы. После опиловки продольные кромки не имеют чистоты поверхности и их необходимо фуговать. Операция фугования не требуется, если шпон раскраивают на гильотинных ножницах с прижимной балкой (рисунок 22.1 б, II). Пачку шпона укладывают на столе, зажимают прижимной балкой и обрезают ножами. Схема организации рабочего места на гильотинных ножницах показана на рисунке 22.1 а. С подстепного места пачки шпона перекладывают на стол и на станке раскраивают. Раскроенные пачки укладывают на этажерки. Необходимо постоянно следить за остротой лезвий режущих ножей.

a — схема организации рабочих для пачек мест для подбора и разметки шпона; 1 — стеллаж шпона; 2 — рабочие столы; 3 — мерные линейки; 4 — шаблоны; 5 — опорные линейки; 6 — подстопные места для размеченных пачек шпона; б — схема раскроя пачки шпона: 1— на кругопильном. станке; I— на гильотинных ножницах; 1— пачка шпона; 2 — каретка; 3 — зажим; 4 — стол станка; 5 — пила; 6 — прижимная балка; 7 — нижний нож; 8 — верхний нож
Рисунок 2.2 - Подбор и раскрой шпона
При раскрое строганого шпона отклонение от прямолинейности кромок не должно быть более 0,33 на 1000, отклонение от перпендикулярности не более 0,2 на 1000, шероховатость Rmmax £ lOO мкм. Процесс раскроя ребросклеивания строганого шпона обычно совмещают на одном участке изготовления облицовок из строганого шпона. На рис. 22 а показана организация работы на таком участке. Кноли завозят на буферный склад 1. Пачки шпона сортируют и укладывают в зависимости от назначения на стеллажи 2. Разметку пачек шпона производят на подвижном столе 3, перемещающемся вдоль стеллажей по направляющим 4. После разметки пачку укладывают на поддон, который перемещается на роликах на столы 5 к стопорезке БРП-4М 6. После раскроя пачки стопы укладывают на подстопное место 7 для раскроя по длине на гильотинных ножницах НГЗО или НГ18. После раскроя заготовки укладывают на тележки - этажерки 9,с которых перекладывают на тележку с роликовым столом 16 для передачи к подстопным местам 10 ребросклеивающих станков 12. Готовые облицовки укладывают на подстопном месте 11, а затем на столе 13 для укрепления торцев. Тележка перемещается по траверсному пути 17. Хранят облицовки на роликовых конвейеpaх 14. Облицовки из обрезков набирают на столах 15.
Раскрой рулонных облицовочных материалов.
Для получения нужных форматов раскраивают рулонные материалы на специальных резательных устройствах, имеющих продольные дисковые ножи и поперечные — ротационные или гильотинные. На рисунке 22.2 показаны схемы поперечных резательных устройств.
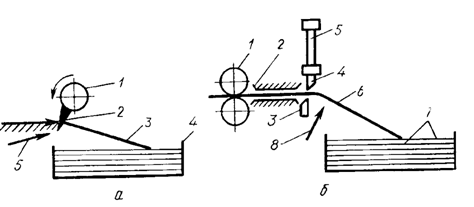
Рисунок 2.3- Схемы устройств для раскроя рулонных материалов
Гильотинное резательное устройство рисунок (223 б) имеет пневматический привод 5. Раскраиваемый материал с помощью ножа 4 и линейки 3 подается с рулона тянущими валиками 1,которые связаны с механизмом измерения длины отрезаемых листов и с пневматическим приводом подвижного ножа. В момент работы подвижного ножа материал фиксируется в зоне резания прижимом 2. Отрезанные листы 6 укладывают в стопу 7 поддувом воздуха снизу, из сопел 8.
Ротационное устройство (223 а) имеет вал 1, на котором закреплен нож 2. Частота вращения вала 1 и скорость подачи материала определяют размер отрезаемых листов 3, которые укладывают в стопу 4 поддувом воздуха из сопел 5. Раскрой производится со скоростью подачи около 20 м/мин. Резательные устройства имеют пульт управления, обеспечивающий контроль за размерами получаемых заготовок и их количеством.
2.3 Ребросклеивание шпона
Размеры полос строганого шпона, полученные при раскрое, недостаточны для получения облицовок заданной ширины. Для этого производится ребросклеивание шпона.
Ребросклеивание может осуществляться с помощью клевой ленты, клеевой нити, сплошным или точечным клеевым швом.
Для предварительного формирования набора используют ребросклеивание с помощью клеевой ленты на бумажной основе или клеевой нити марок КН-54-34, КН-54-56, КН-54-68 и др. Кроме того, могут применять ребросклеивание без ленты. При ребросклеивании кромки полос шпона должны плотно сопрягаться и быть слабозаметными.
Ребросклеивание вручную проводят при небольшом объеме облицовочных работ. Ребросклеивание клеевой лентой можно проводить вручную и на станках. Клеевую ленту при ребросклеивании вручную вначале наносят отдельными полосками с интервалом 20...50 мм для предварительного крепления набора, а затем сплошной лентой для ребросклеивания делянок. Смоченная клеевая лента прикатывается к сдвинутым вместе листам шпона молотком с рифленым роликом.
Кроме того, клеевую ленту применяют также для закрепления торцов облицовок, так как при их перекладывании могут появиться разрушиться.
Ребросклеивание клеевой нитью производится на станках РС-9, РС-9М (рисунок 2.3). На стол по обеим сторонам линейки вплотную укладывают делянки. Состоящая из нитей стекловолокна, покрытых клеем-расплавом, клеевая нить разматывается с бобины, пропускается через нагретую трубку или через струю горячего воздуха, где клей-расплав размягчается и вальцом прижимается к делянкам шпона. Клей-расплав нити смачивает поверхность шпона и охлаждается вальцом. Застывший клей прочно схватывает стеклонить и делянки шпона— происходит склеивание. Клеевую нить укладывают зигзагом при помощи колебаний специального приспособления, которое настраивают на необходимую амплитуду и шаг. Клеевая нить имеет толщину 0,28...0,38 мм. Температура трубки, расплавляющей клеевую нить, составляет 500...520°С. Скорость подачи заготовок 20...30 м/мин. Клеевую нить используют также и для склеивания торцов облицовок.
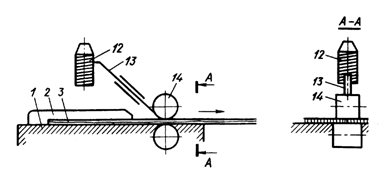
1 — стол станка 2 направляющая линейка; 3 — делянка шпона; 4 — рифленые валики; 5 клеевая лента; 6 — прижимной ролик; 7 — направляющий ролик; 8 — увлажняющий валик; 9 — ванночка; 10 — подогреваемый ролик; 11 — конический ролик; 12 — бобина, 13 — расплавляюшая трубка; 14 — валец.
Рисунок 2.3 – Схема ребросклеивания клеевой нитью
При ребросклеивании не допускаются расхождение и нахлестка кромок, смещение текстуры, отслаивания и морщины клеевой ленты, смещение клеевой нити. Качество ребросклеивания и набора проверяется визуально. места соединения кромок при ребросклеивании полос шпона должны быть плотными, в виде прямой волосяной линии. не допускаются расхождение и нахлест кромок шпона, смещение текстурного рисунка, отставание и морщины клеевой ленты, смещение рисунка нити. из всех видов ребросклеивания наибольшее распространение получило склеивание клеевой лентой и клеевой нитью.во избежание трещин и повреждения края торцевые части набора оклеивают клеевой лентой или клеевой нитью на станках типа птш. облицовки одного назначения укладывают в пакет и хранят на стеллажах в сухом, отапливаемом помещении.
Date: 2015-07-17; view: 1733; Нарушение авторских прав