Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Расчет режимов резания и технических норм времени.
|
|
Режимы резания определяются глубиной резания t, подачей S, скоростью резания V. Значения t, S, V влияют на точность и качество получаемой поверхности, производительность и себестоимость обработки.
В порядке возрастания влияния на стойкость инструментов составляющие режимов резания располагают следующим образом: t → S → V. Поэтому для обработки вначале устанавливают глубину резания, а затем подачу и скорость резания.
Расчет режимов резания при сверлении [5,Т.2,с.276 - 281].
Сверление отверстия Ø50 мм.
Подача S=0,5 мм/об табл.25 стр.277 [5,т2]
Д=50 мм
Скорость резания определяем по формуле:
υ=(Сυ∙Дq∙кυ)/(Тm∙Sy) стр.276 [5,т2], где
 Сυ=9,8; q=0,40; m=0,20; у=0,50 табл.28 стр.278 [5,т2]
Сυ=9,8; q=0,40; m=0,20; у=0,50 табл.28 стр.278 [5,т2]
Т=70 мин табл.30 стр.279 [5,т2]
кυ= кмυ∙киυ∙кlυ, где
кмυ =1,22 (табл.1 стр.261 [5,т2])
киυ=1,0 (табл.6 стр.263 [5,т2])
кlυ=0,75 (табл.31 стр.280 [5,т2])
кυ=0,915
υ=(9,8×500,40×0,915)/(900,2×0,50,5)=27,65 м/мин.
Число оборотов шпинделя:
n=(1000×υ)/(πД)=(1000×27,65)/(π×50)=176 об/мин
Крутящий момент и осевую силу определяем по формулам:
Мкр=10СмДqSукр стр.277 [5,т2], где
См=0,0345; q=2,0; у=0,8 (табл.32 стр.281 [5,т2])
Ро=10СрДqSyкр стр.277 [5т,2], где
Ср=68; q=1,0; у=0,7 табл.32 стр.281 [5,т2]
В обоих случаях кр=0,8 (стр.280 [5,т2])
Отсюда: Мкр=10×0,0345×502,0×0,50,8×0,8 = 396 Н∙м
Ро=10×68×501,0×0,50,7 ×0,8 = 16 743 Н.
Мощность резания определяем по формуле:
Ne=(Мкр∙n)/9750=(396×176)/9750=7,15 кВт.
Операционное время определяем по формуле:
То=L/nS стр. 139 [6]
То=197/176×0,5=2,238 мин
Расчет режимов резания при точении [5,Т.2,с.261 - 273].
1) Глубина резания t – определяет глубину входа резца в заготовку, связана с размерами слоя заготовки срезаемого при точении.
принимаем t = 3 мм.
2) Подача Sz зависит от характера обработки и прочность инструмента. Примем значение подачи равным 0,3 мм/об. Из таблицы [5,Т.2,с.268].
 3) Скорость резания V, м/мин:
3) Скорость резания V, м/мин:
где Т – среднее значение стойкости
 ,
,
где  - коэффициент, учитывающий влияние материала заготовки,
- коэффициент, учитывающий влияние материала заготовки,
 ;
;
 - коэффициент, учитывающий состояние поверхности (для проката-0,8);
- коэффициент, учитывающий состояние поверхности (для проката-0,8);
 - коэффициент, учитывающий материал инструмента (Т15К6 – 1).
- коэффициент, учитывающий материал инструмента (Т15К6 – 1).
 .
.
Обработка конструкционной углеродистой стали 45, [5,Т.2,с.269].
CV =420,
y = 0,2
m = 0,2
х = 0,15
Скорость резания:
 (м/мин);
(м/мин);
5) Сила резания Р (Н): [9,Т.2,с.273].
 ,
,
Ср=const=300
х = 1,0
у = 0,75
n = -0,15





 = 1,1748
= 1,1748
Определим силу резания при обработке:
 ,
,
5) Определим мощность резания (кВт):
 кВт
кВт
6)Число оборотов шпинделя:
n=(1000×υ)/(πД)=(1000×243)/(π×95) = 814 об/мин
7) Операционное время определяем по формуле:
То=L/nS стр. 139 [6]
То=155/814×0,3=0,63 мин
1) Глубина резания t – определяет глубину входа резца в заготовку, связана с размерами слоя заготовки срезаемого при точении.
принимаем t = 2,3 мм.
2) Подача Sz зависит от характера обработки и прочность инструмента. Примем значение подачи равным 0,08 мм/об. Из таблицы [5,Т.2,с.268].
3) Скорость резания V, м/мин:

где Т – среднее значение стойкости
,
где - коэффициент, учитывающий влияние материала заготовки,
;
- коэффициент, учитывающий состояние поверхности (для проката-0,8);
- коэффициент, учитывающий материал инструмента (Т15К6 – 1).
 .
.
Обработка конструкционной углеродистой стали 45, [5,Т.2,с.269].
CV =47,
y = 0,8
m = 0,2
Скорость резания:
 (м/мин);
(м/мин);
5) Сила резания Р (Н): [9,Т.2,с.273].
,
Ср=const=408
х = 1,0
у = 0,75
n = 0
= 1,1748
Определим силу резания при обработке:
 ,
,
5) Определим мощность резания (кВт):
 кВт
кВт
6)Число оборотов шпинделя:
n=(1000×υ)/(πД)=(1000×75)/(π×68) = 350 об/мин
7) Операционное время определяем по формуле:
То=L/nS стр. 139 [6]
То=4/350×0,08=0,143 мин
Таблица режимов резания.
| № операции | № перехода | № поверхности | D или B, мм | L, мм | t, мм | i | S, мм/об | n, об/мин | V, м/мин | T0, мин |
| 17,5 6,5 | 26,5 2,167 0,5 0,1 1,2 | 0,3 0,3 0,3 0,3 0,25 0,25 0,3 3,175 | 45,7 | 0,587 0,63 1,265 1,5 0,167 0,062 0,516 0,78 | ||||||
| Всего | 5,507 | |||||||||
| 50,6 40,6 76,7 74,7 74,7 51,2 41,1 | 4,5 199,6 11,7 | 2,167 2,833 1,75 0,5 1,5 1,5 0,5 0,3 0,3 0,5 0,5 0,5 0,5 0,3 0,25 2,3 2,3 | 0,3 0,3 0,5 0,3 0,3 0,3 0,25 0,25 0,32 0,3 0,3 0,3 0,3 0,25 0,25 0,25 0,35 0,35 0,12 0,12 0,12 0,8 0,8 2,54 0,05 | 27,65 | 0,587 1,23 2,238 4,786 0,31 0,079 0,181 0,048 0,516 0,063 1,056 0,108 0,042 0,038 0,067 0,2 0,315 0,077 3,024 0,177 0,045 0,143 0,143 0,57 0,1 | |||||
| Всего | 16,143 |
 2.2. Технологический процесс изготовления детали «корпуса клапана обратного» в CAD/CAM/CAE/PDM системе «TechCard».
2.2. Технологический процесс изготовления детали «корпуса клапана обратного» в CAD/CAM/CAE/PDM системе «TechCard».
2.2.1. Оформление технологической документации в автоматизировано режиме системы «TechCard».
Задачей автоматизации технологической подготовки производства является повышение качества и сокращения времени разрабатываемых технологических процессов.
Принцип накопления технологических знаний, реализованный во многих современных системах автоматизированного проектирования технологических процессов (САПР ТП/«TechCard»), позволяет разрабатывать качественные технологические процессы. Знания опытных технологов, накапливаемые в «TechCard», сами технологические процессы, разработанные ими, которые могут быть взяты за основу при разработке новых технологических процессов, позволяют повысить общий уровень технологической подготовки производства.
При ручном проектировании технолог сравнивает в уме ряд вариантов разрабатываемого технологического процесса (состав и содержание операций, варианты станков, инструментов и т.д.) и интуитивно выбирает лучшие на его взгляд решения. Применение ЭВМ на базе соответствующих математических моделей позволяет находить оптимальные технологические решения.
Кроме этого с применением «TechCard» практически исключаются «человеческие» ошибки.
При созданий технологического процесса механической обработки детали «Аппарата направляющего», в первую очередь мы запускаем программу «TechCard», затем в меню выбираем «Проектирование»→ «Создание нового тех. процесса», выходит окно, где вбиваем имя будущего технологического процесса, нажимаем «Ок», появляется пустая рабочая программа для создания нового технологического процесса механической обработки детали.
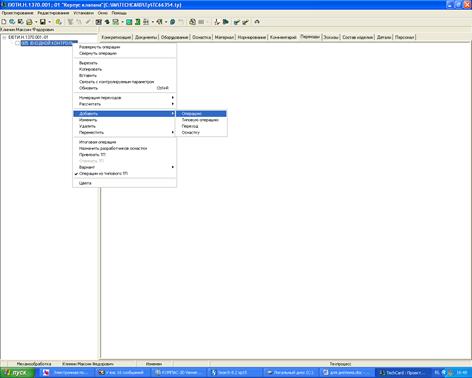
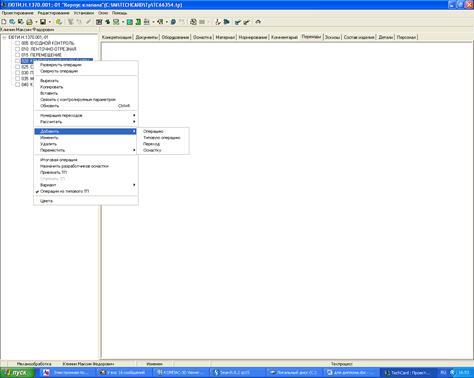
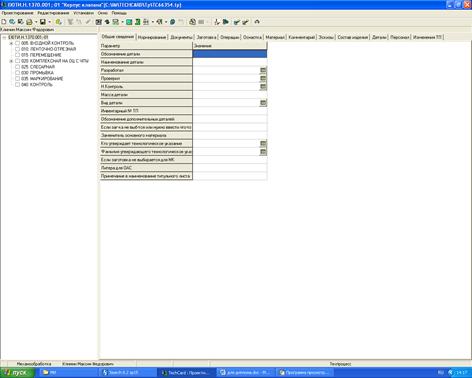
При создании операций 005 в «TechCard»е курсором встаем на левой стороне экрана, где находиться название будущего тех. процесса и где происходит построения дерева тех. процесса. Выбираем название детали, в нашем случае выбираем «Корпус клапана обратного», нажимаем правой кнопкой мыши, выходит окно всевозможными операциями. В этом окне выбираем «Добавить» → «Операцию». Появляется окно с операциями. В этом окне выбираем «Технический контроль» → «Входной контроль» → «Ок». Таким образом выполняем следующие операций.
 После того как создали операций, выбираем оборудование, курсором встаем на операцию, в правом окне выбираем «Оборудование», на пустом окне нажимаем правой кнопкой мыши, выходит окно.
После того как создали операций, выбираем оборудование, курсором встаем на операцию, в правом окне выбираем «Оборудование», на пустом окне нажимаем правой кнопкой мыши, выходит окно.

В этом окне выбираем «Добавить».

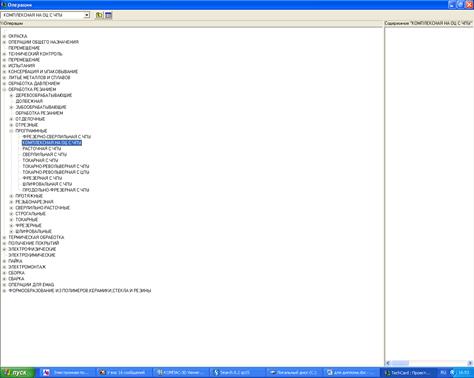
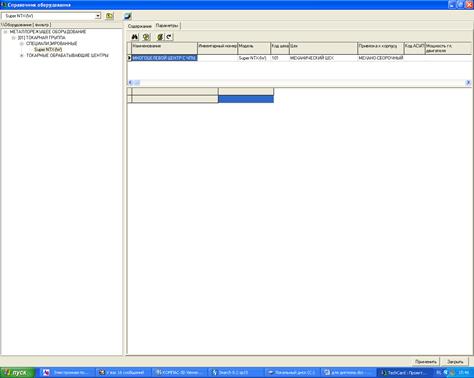
 Открывается окно с оборудованием. Выбираем «Металлорежущее оборудование»→ «Токарная группа»→ «Токарные обрабатывающие центры»→ «Nakamura Tome»→ «Super NTX» → «Применить»→ «Закрыть». Таким образом выполняем для всех операций в создаваемом технологическом процессе.
Открывается окно с оборудованием. Выбираем «Металлорежущее оборудование»→ «Токарная группа»→ «Токарные обрабатывающие центры»→ «Nakamura Tome»→ «Super NTX» → «Применить»→ «Закрыть». Таким образом выполняем для всех операций в создаваемом технологическом процессе.
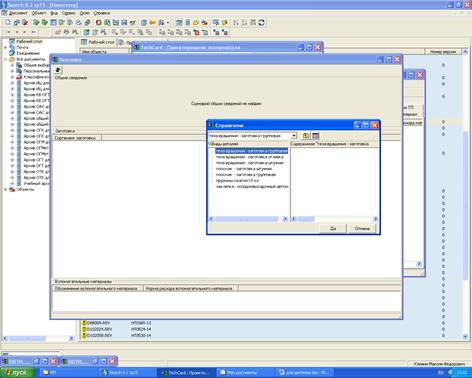
После того как выбрали оборудование, продолжаем построения дерева по переходам. Для этого курсором переходим в левое окно, встаем на  операцию, нажимаем правой кнопкой мыши, выходит окно, где выбираем «Добавить»→ «Переход». Открывается окно всевозможными переходами, выбираем «Загрузка»→ «Применить»→ «Закрыть».
операцию, нажимаем правой кнопкой мыши, выходит окно, где выбираем «Добавить»→ «Переход». Открывается окно всевозможными переходами, выбираем «Загрузка»→ «Применить»→ «Закрыть».


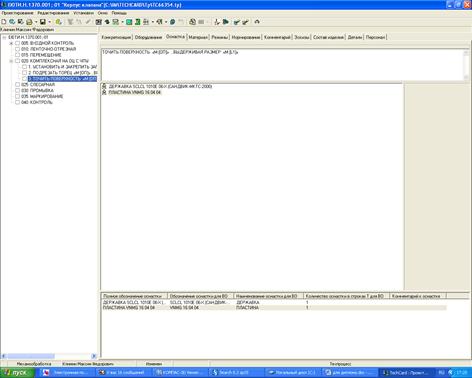
В правом окне выбираем «Оснастка», выходит окно поделенной на три части: в первом- пишется подробное назначение перехода; во втором- выбираем оснастку или инструмент; в третьем- пишется полное обозначение  оснастки. При выборе оснастки, нажимаем на втором окне правой кнопкой мыши, выходит окно, где выбираем «Добавить»→ «Оснастку», открывается окно с оснастками, выбираем нужную для нас оснастку и нажимаем «ок». Таким же образом на остальные операций и переходы выбираем мерительные, режущие и другие инструменты, которые нам обходимо обработать деталь и измерить его в ходе обработки.
оснастки. При выборе оснастки, нажимаем на втором окне правой кнопкой мыши, выходит окно, где выбираем «Добавить»→ «Оснастку», открывается окно с оснастками, выбираем нужную для нас оснастку и нажимаем «ок». Таким же образом на остальные операций и переходы выбираем мерительные, режущие и другие инструменты, которые нам обходимо обработать деталь и измерить его в ходе обработки.
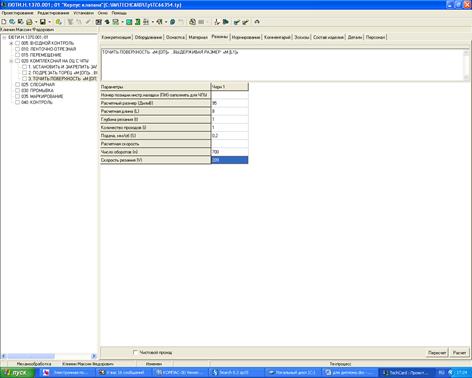
Для того чтобы нам подчитать режимы резания, нам надо будет курсором встать на какую- нибудь операцию (в нашем случае будет «точить торец, выдерживая размер «М2»»). В правом окне выбираем «Режимы», выходит таблица, где забиваем диаметр заготовки Æ95, линейный размер L=8, глубина резания(t)-1, количество проходов(i)-1, подача(S)мм/об-0,2, число оборотов(n)- 700, нажимаем на «Расчет». В результате, система автоматический подсчитав, нам выдает рассчитанную (предлагаемую) скорость резания для данного перехода с данными режимами.

Для того чтобы подчитать нормы времени для данного перехода в этом же вкладке заходим «Нормы», нажимаем «Расчет» и система автоматически подсчитав основное время (То), исходя из режимов резания.

Для ого чтобы просмотреть на «нормы времени» на каждую операцию, мы выбираем нужную для нас операцию, в правом окне выбираем «Нормы» и система выдаст нам по переходам «нормы времени» для обработки детали на станке.

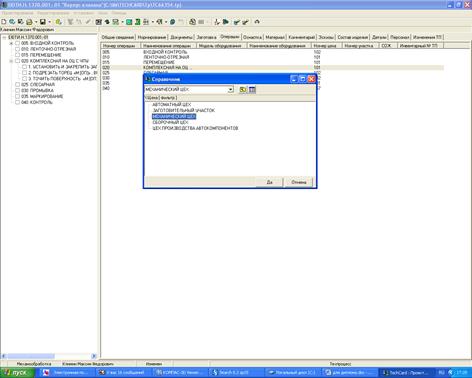
 После того как создав операций, нам понадобиться привязать к цеху, для этого нам необходимо выбрать наименование детали (в нашем случае Корпус клапана обратного). Выбираем «Операцию»→ курсором, нажимаем, на операцию → нажимаем «Номер цеха»→ выходит окно с операциями→выбираем нужный цех и нажимаем «Да».
После того как создав операций, нам понадобиться привязать к цеху, для этого нам необходимо выбрать наименование детали (в нашем случае Корпус клапана обратного). Выбираем «Операцию»→ курсором, нажимаем, на операцию → нажимаем «Номер цеха»→ выходит окно с операциями→выбираем нужный цех и нажимаем «Да».
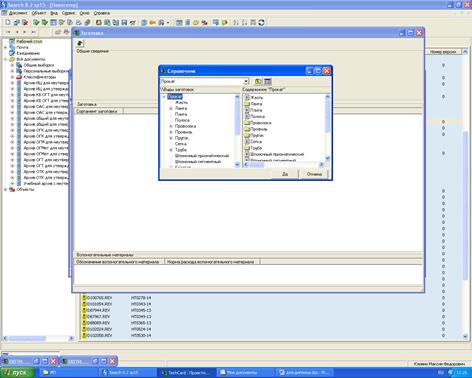
Для того чтобы выбрать заготовку, в меню панеле выбираем значок  , появляется окно, где еще раз выбираем значок в появившемся окне , появляется окошко, нажимаем «да», выбираем «вид детали», появляется окно «расчет заготовки» вбиваем габаритные параметры заготовки, вид материала, нажимаем на расчет и система подсчитав выдаем нам подсчитанный КИМ Коэффициент Использования Материала), массу заготовки и т.п..
, появляется окно, где еще раз выбираем значок в появившемся окне , появляется окошко, нажимаем «да», выбираем «вид детали», появляется окно «расчет заготовки» вбиваем габаритные параметры заготовки, вид материала, нажимаем на расчет и система подсчитав выдаем нам подсчитанный КИМ Коэффициент Использования Материала), массу заготовки и т.п..
 |
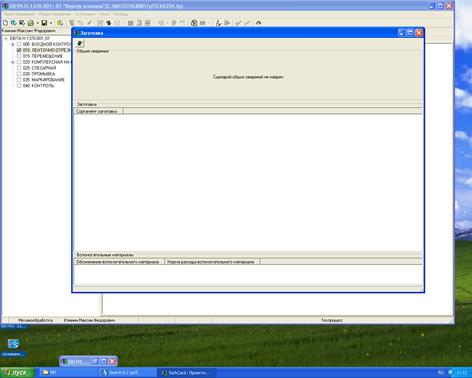

После того как создали тех. процесс на мех. Обработку детали, для того чтобы вбить имя разработчика, нормы контроля и проверяющего в программе выбираем «общие сведения».
|
Date: 2016-08-30; view: 670; Нарушение авторских прав