Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Анализ существующего технологического процесса (ТП).
|
|
Анализируя существующий ТП, можно выделить в нем следующие положительные стороны:
- применение станков с ЧПУ;
- использование современных режущих инструментов со сменными многогранными пластинами;
Отрицательной стороной ТП является низкая производительность и большие затраты вспомогательного времени.
Для оптимизации существующего ТП необходимо:
1) заменить устаревшее оборудование на современный (уже имеющийся в наличии на предприятии) горизонтальный двухшпиндельный токарно-фрезерный центр Nakamura Super NTX(W), что позволит значительно сократить затраты вспомогательного времени и повысить производительность;
2) применить специальное сверло, что позволит объединить переходы и сократить основное время;
3) исключить шпоночный паз, что позволит сократить основное время и исключить долбежный станок 7Д430.
 2.1.4. Выбор технологических баз и последовательности обработки, разработка нового маршрута обработки.
2.1.4. Выбор технологических баз и последовательности обработки, разработка нового маршрута обработки.
Целью выбора технологических баз является обеспечение рационального количества и последовательности операций для экономичного изготовления детали заданного качества.
С помощью выбора технологических баз решаются следующие технологические задачи:
-обеспечение точности расстояний и относительных поворотов между обрабатываемыми поверхностями, а также между обрабатываемыми поверхностями и поверхностями, не подвергающимися обработке;
-сохранение плотного однородного слоя на поверхностях детали, подвергающихся при её обработке в изделии наиболее интенсивному
изнашиванию с целью повышения их износостойкости;
-обеспечение равномерного распределения припуска на обработку на
каждой отдельной поверхности и в первую очередь на охватывающих и внутренних поверхностях;
-увеличение производительности обработки путём сохранения материала, подлежащего удалению в процессе обработки;
Правильное решение перечисленных задач оказывает большое влияние на число переходов и операций технологического процесса, его трудоёмкость, цикл и себестоимость обработки.
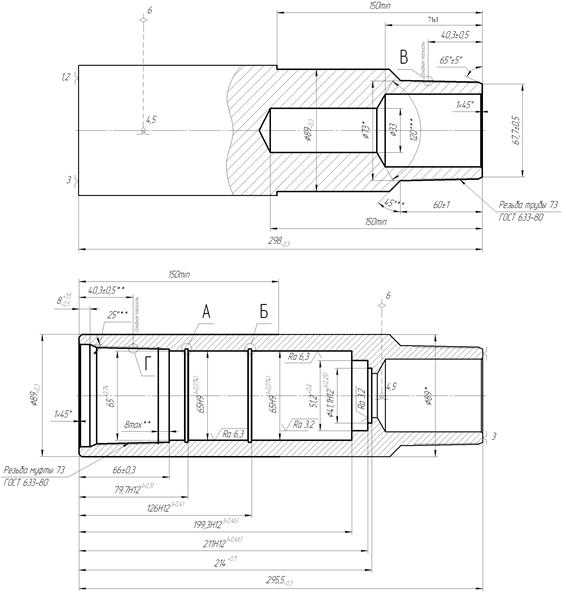
Исходя из возмо жностей технологической системы основными технологическими базами на первом установе являются:
торцевая поверхность Ø95мм - установочная база;
наружная поверхность Ø95мм - направляющая база.
Для реализации теоретической схемы базирования используется трёхкулачковый патрон.
 На первом установе обтачивается наружная поверхность ∅95 и подрезается торец, следовательно, эти поверхности будут основными технологическими базами на втором установе.
На первом установе обтачивается наружная поверхность ∅95 и подрезается торец, следовательно, эти поверхности будут основными технологическими базами на втором установе.
При этом соблюдается принцип единства баз, т.к. технологические базы совпадают с измерительными.
 Разработка нового маршрута обработки:
Разработка нового маршрута обработки:
| Базовый ТП | Спроектированный ТП |
| 005. Входной контроль. 010 Ленточно-отрезная. Отрезной ленточнопильный автомат «ZEUS» 015. Перемещение. 020. Токарно-револьверная с ЧПУ. Токарно-револьверный станок с ЧПУ 1П426ДФ3 025. Токарно-револьверная с ЧПУ. Токарно-револьверный станок с ЧПУ 1П426ДФ3 030. Токарно-револьверная с ЧПУ. Токарно-револьверный станок с ЧПУ 1П756ДФ3 035. Токарно-револьверная с ЧПУ. Токарно-револьверный станок с ЧПУ 1П756ДФ3 040. Долбежная. Долбежный станок 7Д430. 045. Слесарная. Верстак. 046. Промывочная. Моечная машина. 050. Маркирование. Верстак. 060. Контроль. Стол ОТК. | 005. Входной контроль. 010 Ленточно-отрезная. Отрезной ленточнопильный автомат «ZEUS» 015. Перемещение. 020. Токарно-сверлильная с ЧПУ. Токарно-фрезерный центр Nakamura Super NTX(W) 025. Слесарная. Верстак. 030. Промывочная. Моечная машина. 035. Маркирование. Верстак. 040. Контроль. Стол ОТК. |
Date: 2016-08-30; view: 534; Нарушение авторских прав