Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Станки для абразивной обработки
|
|
Шлифовальные станки применяются в основном для снижения шероховатости обрабатываемых деталей и получения точных размеров. В большинстве случаев на шлифование детали поступают после предварительной черновой обработки и термических операций, хотя бывают случаи, когда шлифование является единственным методом обработки. Основной инструмент при шлифовании – шлифовальный круг. На шлифовальных станках можно обрабатывать наружные и внутренние цилиндрические, конические и фасонные поверхности и плоскости, разрезать заготовки, шлифовать резьбу и зубья зубчатых колёс, затачивать режущий инструмент и т.д. Шлифовальные станки в зависимости от назначения подразделяются на круглошлифовальные, внутришлифовальные, безцентровошлифовальные, плоскошлифовальные и специальные.
Главным движением резания во всех шлифовальных станках является вращение шлифовального круга, измеряемое в м/сек. Vшл = 30…40 м/сек.
1. Круглошлифовальные станки.
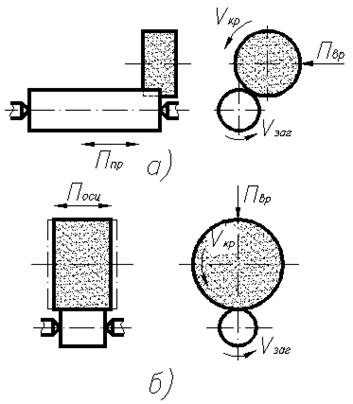 Обработка длинных валов (рис. а). Станок имеет следующие движения: главное движение – вращение шлифовального круга, круговая подача – вращение
Обработка длинных валов (рис. а). Станок имеет следующие движения: главное движение – вращение шлифовального круга, круговая подача – вращение
заготовки. Кроме того, имеется продольная подача заготовки Ппр и поперечная подача шлифовального круга (подача врезания) Пвр.
Станки, работающие методом врезания (б) имеют круговую подачу, подачу на врезание (Пвр), а также осциллирующую подачу, т.е. колебательное осевое движение, которое могут совершать шлифовальная бабка или стол.
Круглошлифовальные станки бывают простые и универсальные, т.е. имеющие поворот оси шпиндельной бабки и бабки изделия для шлифования конусов.
Основной размер в них – наибольший диаметр обработки. Он равен 100-1600 мм.
Круглошлифовальный станок мод. 3А151, например, предназначен для обработки деталей с диаметром до 200 и длиной до 700 мм. (рис 38)
Вращение шлифовального круга Vш выполняется от двигателя ДV c N = 7 кВт через сменные шкивы iv. Круговая подача заготовки Vз – от двигателя постоянного тока Д2, через клиноременные передачи сообщает заготовке n = 63…400 об/мин. Продольная подача заготовки Ппр и подача врезания Пвр шлифовального круга выполняется гидравлически от насоса Н1. Продольное перемещение стола Ппр выполняется гидроцилиндром Гц Sпр . Оно управляется реверсивным золотником Зр от управляющего золотника Зу, переключаемого переставным упором Уп или вручную. При этом золотник включения продольной подачи ЗSпр перемещён влево. Переключением его вправо отключается возвратно-поступательная продольная подача стола и создаётся возможность наладочного перегона стола влево или вправо ручным включением крана Кр. При любых гидравлических перемещениях стола в блокировочный гидроцилиндр Гц бл , через канал крана Кр подаётся масло, благодаря чему блокировочная муфта Мбл отключает реечное колесо с z = 10 от маховика  ручного перемещения стола, что бы рукоятка этого маховика не травмировала рабочего при вращении. Ручное перемещение стола маховика возможно только при выключении гидроприводе, когда пружина блокировочного гидроцилиндра включает муфту Мбл.
ручного перемещения стола, что бы рукоятка этого маховика не травмировала рабочего при вращении. Ручное перемещение стола маховика возможно только при выключении гидроприводе, когда пружина блокировочного гидроцилиндра включает муфту Мбл.
При правке круга нужна меньшая скорость перемещения стола, поэтому вручную переключают золотник Зправ или Зшл, чтобы слив проходил через дроссель правки Дрпр, а не через досель шлифования Дршл.
 Для уменьшения шероховатости поверхности, обрабатываемой врезным шлифованием, шпинделю шлифовальной бабки сообщают осевое колебательное (осциллирующее) движение Посц с частотой n = 40 дв. х/мин и амплитудой 0…3 мм. Для этого со шпинделя червячной парой вращение передаётся эксцентрику, качающему через рычаг шпиндель. Амплитуда регулируется рычагом гидроцилиндра Гц осц. Подача на врезание осуществляется от гидроцилиндра Гцвр.
Для уменьшения шероховатости поверхности, обрабатываемой врезным шлифованием, шпинделю шлифовальной бабки сообщают осевое колебательное (осциллирующее) движение Посц с частотой n = 40 дв. х/мин и амплитудой 0…3 мм. Для этого со шпинделя червячной парой вращение передаётся эксцентрику, качающему через рычаг шпиндель. Амплитуда регулируется рычагом гидроцилиндра Гц осц. Подача на врезание осуществляется от гидроцилиндра Гцвр.
2. Внутришлифовальные станки. На внутришлифовальных станках шлифуют сквозные и глухие отверстия цилиндрической и конической формы, а также их торцы.
При обычном исполнении станков вращаются как шлифовальный круг Vкр, так и заготовка.
При планетарном исполнении вращение заготовки Vзаг передано оси шлифовального круга Vоси , т.к. заготовки обычно тяжёлые и имеют несимметричную форму. Кроме того подача врезания Пвр выполняется на этих станках не смещением оси шлифовального круга относительно оси шлифуемого отверстия, а изменением величины радиуса вращения оси шлифовального круга относительно оси отверстия.
Для обеспечения достаточной (30-40м/с) скорости резания число об/мин шлифовальных кругов малого диаметра приходиться доводить до 150 000 об/ми.
Опорами шпинделей служат прецизионные радиально-упорные шарикоподшипники со смазкой масляным туманом, а также гидро- и аэростатические подшипники.
Внутришлифовальный полуавтомат мод. 3А252, например, предназначен для шлифования отверстий с диаметром до 200 мм (рис. 39).
Шлифовальный круг имеет две частоты вращения: 3650 и 1000 об/мин, устанавливаемые сменными шкивами. Электродвигатель привода вращение заготовки Взаг – двухскоростной, что в сочетании с бесступенчатым вариатором даёт диапазон частот вращения заготовки nзаг = 110…870 об/мин.
Гидропривод обеспечивает возвратно-поступательное движение шлифовальной бабки Ппр гидроцилиндром Гц Пр с одновременным отключением гидроцилиндром Гцбл ручного привода этого движения маховиком, а также зажима заготовки в патроне гидроцилиндром Гц заж. Включение продольного перемещения шлифовальной бабки Ппр выполняют вручную золотником Зпр, при этом одновременно срабатывает и Гцбл. Реверсирование Ппр выполняется упорами Уп или вручную реверсивным золотником Зр.
Подача врезания Пвр выполняется на каждый двойной ход бабки электромагнитом, срабатывание которого поворачивает краповое колесо с z = 200 на несколько зубьев вместе с корпусом. Этот поворот передаётся через планетарный механизм на ходовой винт с шагом t = 3 мм. Пружина на дальнем конус ходового винта обеспечивает выбор зазора в резьбе.
Левое колесо z = 23 неподвижно и скреплено с корпусом бабки. При вращении корпуса сателлит с z = 23 откатывается по центральному колесу. При этом второй сателлит с z = 22, обкатываясь по колесу с z = 24, скреплённому с ходовым винтом, заставляет его медленно поворачиваться из-за разности передаточных отношений обоих пар. Повороту храпового колеса на 1 зуб соответствует перемещение бабки на 0,00125 мм. Ручное врезание получают вращением маховика  . Ходовой винт Xв1 служит для ручного поперечного перемещения бабки, а ходовой винт Xв2 для поворота этой бабки на угол шлифуемого конуса.
. Ходовой винт Xв1 служит для ручного поперечного перемещения бабки, а ходовой винт Xв2 для поворота этой бабки на угол шлифуемого конуса.
3. Бесцентровошлифовальные станки
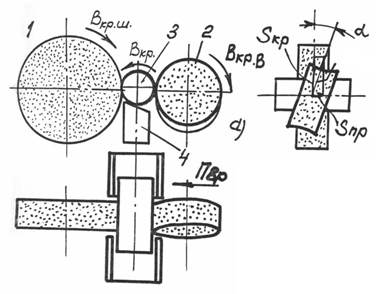

Бесцентровошлифовальные станки применяются в крупносерийном и массовом производстве для наружного и внутреннего шлифования тел вращения. (рис) При шлифовании наружных поверхностей заготовка 3, поддерживаемая ножом 4, располагается между двумя абразивными кругами из которых шлифуемый круг 1, вращаясь с окружной скоростью 30…40 м/с, снимает с заготовки припуск, а другой ведущий круг 2, вращающийся с окружной скоростью 10…50 м/мин, сообщает заготовке вращение (круговую подачу) VSкр и продольную (осевую) подачу Ппр. Установочное поперечное перемещение ведущего круга Пвр определяет диаметр шлифуемой детали. Ось ведущего круга 2 поворачивает на угол α, чтобы он не только вращая заготовку VSкр, но и выполняя её осевую подачу Ппр. При черновом шлифовании α = 1,5…6º, при чистовом α = 0,5…1,5º.
Для прилегания к заготовке ведущего круга, повёрнутого на угол α, по линии, он заправляется как однополостный гиперболоид вращения, движением алмаза параллельно оси заготовки.
Наиболее часто на этих станках применяют сквозное шлифование деталей с постоянным наибольшим диаметром (рис. а), но применяют и шлифование деталей с уступом до упора 5 (рис. б). В этом случае для заготовки 3 и её снятие ведущий круг 2 отводится.
Недлинные заготовки сложной формы шлифуют методом врезания поперечным перемещением ведущего круга 2 (рис. в). При этом в осевом направлении заготовка 3 фиксируется упорами 5, к которому поджимается за счёт небольшого (порядка 30”) поворота оси ведущего круга 2.
Для получения на заготовке конической, фасонной или ступенчатой формы при врезном шлифовании шлифующему, а иногда и ведущему кругу придается с помощью правки соответствующая форма рабочей поверхности по копиру.
 Для бесцентрового шлифования отверстий (рис. г) заготовки 1 типа втулок базируются наружной точно обработанной цилиндрической поверхностью на два опорных ролика 2 к которым их поджимает ведущий шлифовальный круг 3. Шлифующий круг 4 кроме вращения имеет возвратного поступательное движение Ппр вдоль оси и подачи врезания Пвр в сторону ведущего круга 3. Радиальные усилия резания замыкаются через толщину стенки заготовки на ведущий круг 3, поэтому не деформируют даже тонкостенную заготовку.
Для бесцентрового шлифования отверстий (рис. г) заготовки 1 типа втулок базируются наружной точно обработанной цилиндрической поверхностью на два опорных ролика 2 к которым их поджимает ведущий шлифовальный круг 3. Шлифующий круг 4 кроме вращения имеет возвратного поступательное движение Ппр вдоль оси и подачи врезания Пвр в сторону ведущего круга 3. Радиальные усилия резания замыкаются через толщину стенки заготовки на ведущий круг 3, поэтому не деформируют даже тонкостенную заготовку.
г)
Преимущества бесцентровошлифовальных станков:
1. Большое сокращение вспомогательного времени на установку, выверку
и снятие заготовки, особенно при продольной подаче.
2. Меньший припуск на обработку, т.к. заготовка самоцентрируется.
3. Прогиб заготовки от сил резания исключён.
4. Большая стабильность размеров в партии деталей.
5. Возможность шлифования относительно тонких валов и тонкостенных втулок.
Недостатки: требуется высокая квалификация наладчика.
4. Плоскошлифовальные станки

По расположению оси шпинделя плоскошлифовальные станки подразделяются на горизонтальные (рис. а и в), работающие периферией круга и на вертикальные (рис. б и г), работающие торцом круга.
По форме стола они подразделяются на имеющие круглый стол (в и г) имеющие прямоугольный стол (а и б).
Главное движение резания у всех разновидностей – вращение шлифовального круга Vкр. При прямоугольном столе имеется его продольное возвратно-поступательное движение Ппр, при круглом – вращение стола Vст. При работе дисковым кругом на станках с горизонтальным шпинделем имеется периодическая поперечная подача Ппоп вдоль оси шпинделя для обработки заготовок по всей их ширине.
У всех вариантов плоскошлифовальных станков имеется ещё периодическая вертикальная подача врезания Пвр, выполняемая в начале каждого хода или оборота стола. Шероховатость поверхностей, обрабатываемых на плоскошлифовальных станках после чернового шлифования достигает от 3,2 до 0,8, после чистового от 0,8 до 0,4 и после тонкого шлифования – 0,4 до 0,2.
Date: 2016-07-25; view: 334; Нарушение авторских прав