Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Русское статуарное литье
|
|
В допетровской Руси в честь выдающихся событий - побед, чудесных исцелений и т. д.- воздвигались храмы, монастыри либо часовни. А с начала XVIII века под влиянием «просвещенной Европы» получают распространение мемориальные сооружения в виде скульптурных памятников. Они очень быстро завоевали себе самую широкую популярность и именно в них лучшие художники-скульпторы смогли проявить и русский размах, и чувство прекрасного, и художественное чутье, и тонкий вкус. Широкое знакомство России с античным искусством происходит в царствование Петра I. Создаются частные кунсткамеры и коллекции. В связи с этим повысился спрос на статуи, в том числе и литые, как оригинальные, так и копии с греческих и римских. Для удовлетворения все возрастающего спроса выписывались зарубежные специалисты, русские мастера посылались для обучения за границу.
Изготовление литых статуй требовало особых весьма сложных приемов, поэтому в XVII веке в России статуарное литье превращается в самостоятельную область литейного производства. В России начало развитию литья из бронзы было положено в первой четверти XVIII века в царствование Петра I. Если метод восковой формовки продолжал работать и развиваться со времени становления Киевской Руси в производстве ювелирных изделий и мелких художественных отливок, то художественное литье статуй в России начало развиваться в период царствования Петра I, который много внимания уделял украшению Петербурга и пригородных дворцов. Техника литья и в допетровское время была на сравнительно высоком уровне, но тогда оно находило применение главным образом при отливке пушек, колоколов, а также в прикладном искусстве. Огромное значение для развития бронзового литья имело создание Петергофских фонтанов. Первые скульптуры для фонтанов были изготовлены из свинца, но к 30-м годам XVIII века они деформировались. Новые статуи были отлиты В. П. Екимовым из бронзы. Так, в 1714 г. по царскому указу была отлита Филиппом Шпекле статуя Самсона (в Петергофе), раздирающего пасть льва; эта группа стояла на месте статуи, выполненной В.П. Евдокимовым по проекту М. Козловского в 1801 г. В период блокады Ленинграда в 1941-1944 гг. группа была распилена и увезена в Германию; в настоящее время эта группа восстановлена.
В 1764 г. при Академии художеств был создан «Литейный дом», где в начале XVIII веке было отлито из бронзы значительное количество монументов и декоративной скульптуры (рис. 2.12).
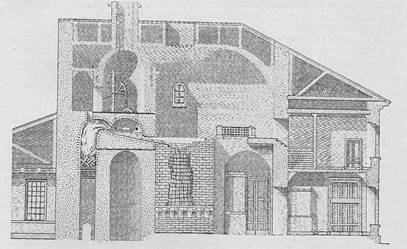
Рисунок 2.12 - Вид литейной мастерской Академии Художеств в момент отливки.
Работу по отливке статуи «Медный всадник» (рис. 2.13), выполненную французским скульптором и литейщиком Э.М. Фальконе, длившуюся с 1766 по 1778 годы, можно считать поворотным моментом в развитии литья статуй в России. Заливка формы «Медный всадник» была произведена 24.08 1775 года. На нее израсходовано 1351 пуд бронзы и 250 пудов железа. Постамент памятника был изготовлен из гранитной глыбы весом 100 тысяч пудов и доставленной с Карельского перешейка. Памятник Петру I торжественно был открыт в 7.08.1782 года. В это время создается русская школа художественного литья и выдвигается большая группа выдающихся русских скульпторов: С 1781 г. в литейной мастерской Академии художеств работали Ф.Е Гордеев, М.И. Козловский, И.П. Мартос, Ф.И. Шубин, Т.П. Соколов, И.П. Прокофьев и др., создавшие ряд замечательных скульптурных произведений, в значительной своей части переведенных на бронзу. Все творения были изготовлены литьем по выплавляемым моделям, многие образцы которых являются шедеврами русского и мирового искусства.
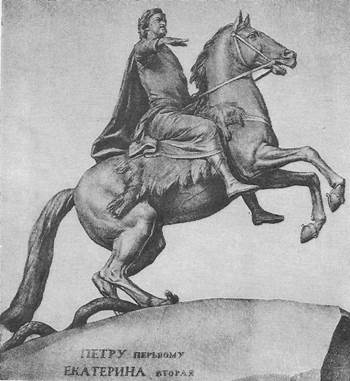
Рисунок 2.13 - Памятник Петру I - «Медный всадник». Работа Фальконе, 1782 г.
Конец XVIII в. и начало XIX в. характеризуется широким размахом общественного строительства: в 1783-1787 гг. по проекту Кваренги строится в Петербурге здание Академии наук, в 1783-1787 гг. - Государственный банк, в 1802 - 1805 гг. - по проекту Томмона здание Биржи, в 1806-1815 гг. Захаров строит Адмиралтейство, в 1801-1811 гг. - Казанский собор по проекту Воронихина и др., что потребовало увеличения выпуска статуарного литья.
Дальнейшее развитие русского статуарного литья тесно связано с работами знаменитых русских литейщиков В. П. Екимова(1756-1838 гг.) и его ученика П. К. Клодта (1805-1859 гг.). Василий Петрович Екимов, окончив в 1776 г. ремесленную школу при Академии Художеств, сразу же обратил на себя внимание специалистов, и в 1777 г. ему было присвоено звание подмастерья. Отлитую и отчеканенную им миниатюрную копию монумента Петру I (Фальконе) Совет Академии признал настолько совершенной, что ее поднесли в дар императрице, а Екимову за работу было постановлено выдать 100 руб. С 1777 по 1801 гг. Екимов по заказам Академии Художеств отлил большое количество статуй для дворцов Петербурга.
В 1801 г. ему была поручена отливка памятника генералиссимусу А. В. Суворову по проекту скульптора Козловского (рис. 2.14). Исполнение этого заказа произвело настолько сильное впечатление, что Екимов был произведен в чин коллежского асессора, хотя он на службе и не состоял.
Только за время с 1801 по 1815 гг. Екимов «отлил из бронзы двенадцать огромных статуй, пять статуй в натуральную величину, двенадцать больших ваз; три огромных бюста, большое количество барельефов и много отливок для строящегося Казанского собора». Среди последних работ необходимо отметить главные врата северного входа собора, которые представляют собой прекраснейшее произведение искусства, сочетание гениального творения эпохи Возрождения Л. Гиберти с самобытным творчеством русского художника Воронихина.

Рисунок 2.14 - Памятник генералиссимусу А. В. Суворову. Работа Екимова, 1801 г.
В 1816 г. был целиком отлит по выплавляемым моделям памятник Минину и Пожарскому (И.П. Мартос). Отдельно отливались щит, шлем и нижняя часть меча (В.П. Екимов).

Рисунок 2.15 - Памятник Минину и Пожарскому. Вид восковой модели с литниковой системой и каналами для выпуска жидкого воска при вытапливании

Рисунок 2.16 - Памятник Минину и Пожарскому в Москве.
В художественном литье П.К. Клодта наиболее полно отразились лучшие традиции русского литейного искусства, поскольку он был не только мастером литейщиков, но и скульптором, создавшим новое направление русского анимализма. Петр Карлович Клодт родился в 1805 г. в семье генерал-майора Карла Федоровича Клодта - участника войны 1812-1814 гг. П.К. Клодт, как литейщик, был учеником мастера Екимова. Известно, что Фальконе, прежде чем взяться за отливку памятника Петру I, более пяти лет изучал литейное производство. И только после того, как достаточно изучил технику восковой формовки и самостоятельно отлил копии двух античных статуй: «Мальчика, вынимающего занозу» и «Купидона», он, наконец, сам взялся за отливку статуи Петра I. Конечно, и П.К. Клодту понадобилось не меньше времени для изучения и овладения техникой художественного литья. П.К. Клодт совершенствовал свое мастерство, как скульптор, и создал модели двух конных групп (1833 г.) и колесницы Победы для Нарвских триумфальных ворот, а также занимался под руководством Екимова отливкой мелких скульптур. П.К. Клодт отличался исключительной трудоспособностью. И вполне понятно, что, отдаваясь всецело своему любимому делу, он изучал попутно и способы воспроизведения своих скульптур в металле, поэтому П.К. Клодт мог с успехом продолжать работу, которую вел до него Екимов. Он создал такие непревзойденные образцы отливок, как бронзовый памятник Николаю I, кони Аничкова моста в Санкт-Петербурге, которые являются замечательными произведениями не только скульптурного, но и литейного искусства. Этот успех объясняется тем, что П.К. Клодт одновременно был и замечательным скульптором, и литейщиком.

Рисунок 2.17 - Бронзовый памятник Николаю I. Работа Клодта, 1859 г.
Памятник Николаю I был одной из последних работ Клодта. У литейной Академии Художеств появилось много, серьезных соперников в лице ряда петербургских заводов (Берд, Тибо, Никольс-Плинке, Гризер и др.), конкуренцию с которыми казенное предприятие, каким был «Литейный Дом», не выдержало. Вследствие этого литейная Академии Художеств в1860 г. была закрыта, и школа русского художественного литья прекратила свое существование, как воспитательный и организующий центр, который дал миру таких изумительных мастеров, как Екимов и Клодт.
В еще большей степени влияние школы художественного литья, созданной П. К. Клодтом и его учениками, сказалось на работах наиболее известного русского Каслинского завода по производству художественного литья на Урале. Художественные отливки XIX в. Каслинского завода (Мефистофель, Дон-Кихот, Кавказский пленник, а также статуэтки, решетки, садовые стулья, скамейки и вазы) пользуются мировой известностью и не раз получали высокие награды на международных и отечественных выставках.
В создании моделей для Каслинского завода деятельное участие принимали известные русские скульпторы, ученики и продолжатели П. К. Клодта, - М. Д. Канаев, Р. Р. Бах, Е. А. Лансере, К. А. Клодт, И. А. Андреев и др. Из числа рабочих-литейщиков выдвинулось не мало самоучек-скульпторов, как, например, В. Ф. Торокин, создавших ряд замечательных произведений («Старуха за прялкой», «Крестьянин на пашне» и др.).
После закрытия «Литейного Дома» Академии Художеств были отлиты следующие крупные монументы: памятник «1000-летие России» - 1862 г., работы Микешина (рис. 2.19), А. С. Пушкину (Москва), работы Опекушина - 1882 г. (рис. 2.20),. Памятник Богдану Хмельницкому (Киев), работы Микешина, 1888 г, «Петру I», работы Антокольского (рис. 2.21), «Иван Грозный» (рис.2.22) работы Антокольского и др.
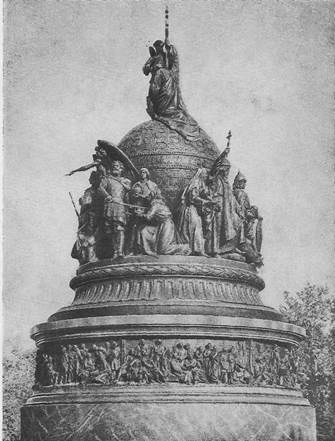
Рисунок 2.19 - Памятник «1000-летие России», Микешин, 1862 г.

Рисунок 2.20 - Памятник А. С. Пушкину, Москва, Опекушин, 1882 г.

Рисунок 2.21 - Памятник Петру I Антокольский,

Рисунок 2.22 - Памятник Ивану Грозному, Антокольский
В наше время в Москве и Петербурге из бронзы отливали памятники по моделям А.М. Опекушина, Р.С. Шишова, М.М. Антокольского, В.А. Беклемишева, Е.А. Бата, И.Б. Шредера, М.Г. Манизера и др.
Бронзы, применявшиеся для художественных работ в Древней Руси, содержали 6,7-22,5% цинка, 0,4-0,63% олова, остальное медь. В XIX веке для статуарных отливок использовалась бронза с содержанием цинка около 5% и олова около 6%, т.е. эти сплавы относились и к бронзам, и к латуням. В настоящее время применяются разнообразные бронзы. В некоторых институтах в целях экономии олова разработаны сплавы без олова, пригодные для статуарного и кабинетного литья:
- бронза, содержащая по 2,5% цинка и алюминия;
- бронза, содержащая по 1,5% алюминия и кремния;
- бронза, содержащая 1% алюминия и 5% сурьмы, остальное — медь.
Эти сплавы имитируют золото пробы 583. Их недостатком является то, что они окисляются на воздухе. Для предупреждения окисления отливки следует покрывать бесцветным лаком.
Литые памятники имеются почти в каждом городе, они украшают площади, скверы и парки. Некоторые из них настолько слились с архитектурным ансамблем городов и окружающим ландшафтом, что стали их неотделимой частью, их символическим выражением. Таким символом для Киева стал памятник Богдану Хмельницкому (скульптор М. Микешин, 1888 г.). Новгород трудно представить себе без памятника 1000-летию России (скульптор М. Микешин, 1862 г.). С Одессой неразрывно связан памятник Дюку Ришелье (скульптор И.П. Мартос). Будучи в Архангельске, нельзя не побывать у памятника Ломоносову (работа И.П. Мартоса). Особенно богат памятниками Санкт-Петербург - северная столица России.
В наше время появились заводы художественного литья, где работают истинные художники своего дела. К ним относятся Каслинский завод художественного литья, Кусинский и Мытищинские заводы, где в наше время отлиты настоящие шедевры художественного литья. Изыскание дешевых модельных и формовочных материалов, способов изготовления моделей и форм, методов плавки и заливки, а также специального оборудования значительно удешевило процесс и сделало его более доступным, как для изделии малой пластики, так и для получения статуарного литья и ювелирных отливок в единичных мастерских и в производственных условиях.
Другими шедеврами XIX века были следующие творения русских литейщиков Пермского завода, как пушка-гигант и шабот для молота.
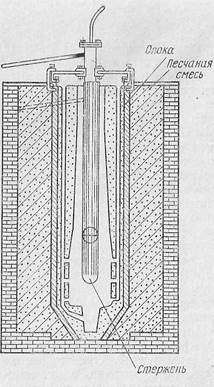
Рисунок 2.23 - Схема устройства формы чугунной пушки с охлаждаемым стержнем
Чугунная пушка, отлитая в конце 60-х годов XIX веке на Пермском чугунно-пушечном заводе, по праву может быть названа царь-пушкой, так как по своему калибру и весу она превосходит пушку А. Чохова. Чистый вес ее составил 2700 пудов, т. е. на 300 пудов больше бронзовой царь-пушки, а калибр - 20 дюймов. Пушка-гигант является редким техническим сооружением. При литье ее литейщики Пермского завода проявили большую смелость и необычайное умение в решении весьма сложной задачи. Дело в том, что чугунные пушки даже меньшего размера, отлитые старым способом, обладали чрезвычайно низкой стойкостью, чугун канала ствола получался рыхлым и непрочным, так как затвердевание его шло от наружных к внутренним слоям. Поэтому специалисты совершенно изменили технологический процесс: водой охладили внутреннюю часть отливки, а наружную форму утеплили, зарыв опоки в землю (рис. 2.23). Этот способ гарантировал получение мелкозернистого и прочного чугуна, однако был сопряжен с огромным риском: при прорыве воды через центральный стержень-трубу и соприкосновении ее с такой огромной массой жидкого чугуна мог произойти колоссальный взрыв, приведший бы к взрыву колоссальной силы. к человеческим жертвам. О грандиозности задуманного и осуществленного дела говорят такие данные. Заливка литейной формы длилась непрерывно в течение 23 мин. Для отливки было выплавлено 4265 пудов чугуна. Вода в центральную часть отливки подавалась безостановочно в течение 161 ч. Все расчеты литейщиков оказались точными, и отливка получилась такой, как была задумана: прочность чугуна внутреннего слоя ствола достигла 300 МПа, в то время как прочность среднего слоя - всего лишь 100 МПа.
Таким образом, при литье крупнейшей в мире чугунной пушки замыслы русских литейщиков увенчались полным успехом, и специальная комиссия признала ее пригодной для боевого использования.
Этот же завод в Перми подарил миру еще одну техническую диковинку - небывалую отливку для Царь-молота. Мощный молот с ударной силой до 160 т сооружен в 1875 г. На нем можно было ковать болванки весом более 3000 пудов и в то же время точность его вызывала удивление во всем мире. Для демонстрации необыкновенных возможностей молота-гиганта проводились такие опыты. Под боек молота клали карманные часы, а вокруг них укладывали стальные бруски значительно большей высоты. Ударом молота стальные бруски осаживали (расковывали) в лепешки до толщины часов. Последним ударом стекло часов разбивалось, но сами часы оставались неповрежденными и преспокойно продолжали ходить.
Не меньшим чудом можно считать литой шабот (стул) этого молота и с полным правом также назвать его Царь-отливкой. В самом деле, это самая крупная в мире отливка, ее вес составил больше 600 тонн. Процесс литья такого шабота по грандиозности замысла, по остроумию техники исполнения, по размаху и дерзости замысла не имеет себе равного в мире. Любой вопрос вырастал в неразрешимую проблему, поскольку отливка не имела прецедента в истории литья. Для размещения формы шабота потребовался кессон глубиной 40 м (рис. 2.24), причем необходимо было обеспечить его максимальной надежностью, ибо малейшее просачивание подпочвенных вод и соприкосновение их с жидким металлом неминуемо привело бы к разрушительному взрыву. С огромными трудностями столкнулись литейщики при формовке и даже при заливке. Встал вопрос, где взять сразу 650 т чугуна? И было решено для одной заливки построить возле формы металлургический цех. температура поверхности отливки была почти 700° С. Только через три месяца с момента заливки колоссальный шабот в 630 т вынули из формы, передвинули и установили на месте расположения молота.

Рисунок 2.24 - Эскиз формы Царь-отливки массой 604 т
Литейщики Мотовилихи построили 20 крупных вагранок (рис. 2.25), из которых в течение многих десятков часов по каналам непрерывной струей лился металл прямо в форму. Такого еще мир никогда не видел, это никому не удалось повторить. Заливка формы завершилась благополучно. Началось остывание металла. Через месяц

Рисунок 2.25 - Вагранка конструкции Кригара с двумя сводчатыми фурмами.
В заключение нам хочется сказать несколько слов еще об одном чуде света, о чугунном павильоне знаменитых Каслей, который был отлит на Каслинском заводе в 1899 г. и демонстрировался на Мировой выставке в Париже в1900 году, где ему была присуждена высшая награда - гран-при.
Date: 2016-07-25; view: 1754; Нарушение авторских прав