Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Кузнечный инструмент для ковки на молотах
|
|
Опорный и ударный инструмент (рис. 3.7) для ковки металла на молотах практически неразделим, так как им являются верхние и нижние бойки, которые всегда используются в паре.
Бойки являются основным опорным и ударным инструментом, с помощью которого выполняются все кузнечные операции на молотах, при этом нижние бойки выполняют роль опорного инструмента, а верхние бойки— ударного инструмента. Наибольшее распространение получили плоские, вырезные и комбинированные бойки.
Плоскими бойками '(рис. 3.7, а) получают поковки прямоугольного и квадратного сечения, а также используют при выполнении операций гибки, осадки, прошивки (пробивки) отверстий и других операций.
Вырезные бойки (рис. 3.7, б) предназначены для получения цилиндрических или шестигранных по профилю сечения поковок.
| а) s) б) Рис, 3,7, Бойки кузнечных молотов |
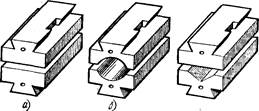
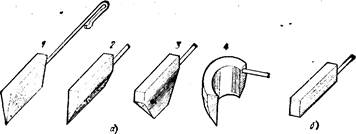
Рис. 3.8. Инструмент для отрубки металла
Комбинированные бойки (рис. 3.7, е) состоят из плоского верхнего и нижнего с прямоугольным вырезом. С помощью этих бойков можно получать поковки с цилиндрическим сечением с большой разницей по диаметру.
Изготовляют бойки из сталей 50, 50Г, 40ХН, 50ХНВ, 5ХГМ. Их закаливают до твердости HRC 40... 50. Верхние v нижние бойки имеют одинаковую ширину, а длина нижних бойков немного больше, чем верхних.
Накладной инструмент для ковки металла на молотах имеет головку (затылок), по которой наносятся удары верхним бойком, и нижнюю рабочую часть в виде лезвия или поверхности требуемой формы (рис. 3.8). Ручки для этого инструмента отковывают из низкоуглеродистой стали (до 0,25% углерода) в виде прутков и заковывают их в тело инструмента, а иногда отковывают из целого куска металла вместе с инструментом.
Кузнечные топоры (ГОСТ 11429—75... ГОСТ 11432—75) предназначены для выполнения операции рубки горячего металла на молотах. По форме топоры (рис. 3.8, а) могут быть двусторонние /, имеющие в разрезе лезвия вид равнобедренной трапеции, односторонние 2 с видом прямоугольной трапеции в разрезе лезвия, трапециевидные 3, имеющие вид сбоку и в сечении лезвия в форме равнобедренной трапеции, полукруглые 4 (фасонные) топоры, имеющие изогнутое лезвие по кругу с видом прямоугольной трапеции в разрезе лезвия. Изготовляют топоры по ГОСТ 11429—75... ГОСТ 11432—75 из стали 35ХМ с закалкой до твердости HRC 43,5... 47,5. Масса топоров с ручками 6,55... 27,02 кг.
О б с е ч к и (рис. 3.8, б) предназначены для наращивания топоров по высоте при рубке заготовок, имеющих
ЗГ
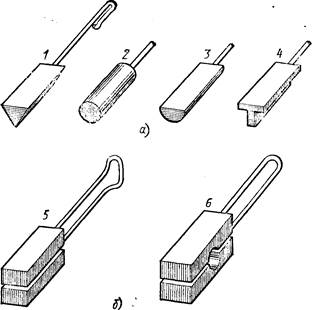
Рис. 3.9. Пережнмки
размеры больше высоты топора, для прорубки перемычек и удаления заусенцев после рубки. Изготовляют обсечки в соответствии с ГОСТ 11433—75 из стали 35ХМ с закалкой до твердости HRC 43,5... 47,5. Масса обсечек 0,6... 53,4 кг.
Пережимки (рис. 3.9) предназначены для получения односторонних или двусторонних местных углублений (пережимов) в заготовке с целью последующего образования уступов, выступов, выемок и облегчения протяжки и разгонки заготовки.
В соответствии с ГОСТ 11425—75 изготовляют треугольные равносторонние пережимки / из стали 45 и закаливают до твердости HRC 36,5... 41,5. Масса 0,38... 20 кг. Кроме того, применяют односторонние пережимки (рис. 3.9, а) с круглым 2, полукруглым 3, Т-образным 4 и другими сечениями, двусторонние (рис. 3.9, б): пере-жимка 5—для получения прямоугольного пережима, пережимка 6 — для круглого пережима и другие.
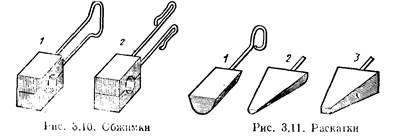
Обжимки (рис. 3.10) так же, как при ручной ковке, предназначены для получения цилиндрических, шестигранных, квадратных и других форм сечений поковок с достаточно точными размерами. Обжимки можно использовать для ковки и отделки поковок круглого, шестигранного, квадратного и других сечений. По конструкции ручек они разделяются на пружинные / и разъемные 2. Круглые обжимки с пружинными и разъемными ручками изготовляют в соответствии с ГОСТ 11426—75 и ГОСТ 11427—75 из стали с закалкой до твердости не менее HRC 39,5. Пружинные ручки из стали 30. Масса пружинных обжимок 2,38... 29,4 кг, разъемных — 30,75... 208,88 кг. Ручки отковывают из прутков и заковывают в тело обжимок.
В обжимках с пружинными ручками обжимают по- ковки с диаметром до 70 мм, с разъемными — до 200 мм. ; Раскатки (рис. 3.11) предназначены для получения уступов и выемок, для образования наклонных Поверхностей, интенсивной вытяжки и разгонки металла и отделки поверхностей поковок. По форме рабочей поверхности раскатки могут быть полукруглые /, клиновые 2 и клиновые полукруглые 3. Изготовляют раскатки из стали 45 по ГОСТ 1 1421— 75 и ГОСТ 11422—75 с закалкой до твердости HRC 36,5... 41,5. Масса раскаток 0,65... 109,8 кг. Часто также применяют раскатки с другими фор-маки рабочей поверхности.
Подкладной инструмент (рис. 3.12) выполняется с такими же ручками, как накладной инструмент.
Клиновые подкладки / (рис. 3.12, а) предназначены для получения у поковок граней с требуемым уклоном. Изготовляют подкладки из стали 45 по ГОСТ 11428—75 с закалкой до твердости HRC 36,5... 41,5. Масса подкладок 1,6... 45,2 кг. С целью устранения воз можного перемещения подкладки по рабочей поверх
| Рис. 3.12. Подкладной инструмент для кузнечных молотов |

яости нижнего бойка 3 применяют подкладки 2 с высту-. пами, которые фиксируют ее положение на бойке (рис. 3.12, а). Кузнецам рекомендуется иметь комплект подкладок с разными углами наклона.
Подкладной штамп (рис. 3.12, б) применяется в случае изготовления поковок небольшими партиями. Такой штамп состоит только из одной нижней половинки. Он недорогой при изготовлении, а применение его позволяет значительно уменьшить припуски на механическую обработку и увеличить производительность труда.
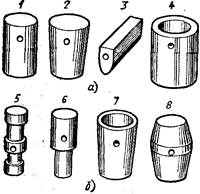
Пробивной инструмент (рис. 3.13) для получения отверстий в металле при ковке на молотах отличается от пробивного инструмента для ручной ковки отсутствием ручек. Но так как он является достаточно тяжелым, то для" транспортирования и установки его в нем делают сквозные отверстия. В эти отверстия вставляют прутки или проволоку и перемещают вручную или прицепляют к транспортным средствам.
Прошивни (рис. 3.13, а) предназначены для полу-чениясквозных или больших глухих отверстий. Прошивни могут быть сплошными в виде цилиндра /, усеченного конуса 2, клина 3, а также пустотелыми в виде полого цилиндра 4 и другой формы. Изготовляют прошивни из сталей 40, 50 и закаливают до твердости HRC 41. Сплошными прошивнями пробивают (прошивают) отверстия до 400 мм, полыми — более 400 мм.
|
Подставки (подкладные кольца) с круглы-
Рис. 3.13. Пробивной инструмент для кузнечных молотов 40 •'••
| 150 |
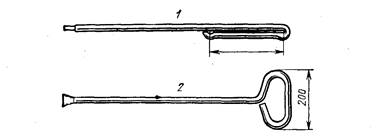
Рис. 3.14. Ручки кузнечного инструмента для ковки металла на молотах
ми или другими формами отверстий, соответствующим и формам прошивней, выполняют в качестве опор для поковок, в которых пробивают отверстия. Отверстия в подставках должны быть больше прошивней на 0,1 высоты пробиваемой поковки. Подставки изготовляют из сталей 35, 50, 5Х.ГМ.
Надставки предназначены для наращивания прошивней по высоте при пробивке отверстий в поковках, имеющих высоту больше высоты прошивня. Поперечное сечение надставок по форме соответствует прошивням, а по размерам наружные диаметры у них меньше на 3... 5 Мм, внутренние же (для пустотелых прошивней) — на З... 5 мм больше. Изготовляют надставки из сталей 40,'в01'с последующей закалкой.
•- •••Q правки (рис. 3.13, б) предназначены для раз-гоякй (увеличения) диаметров круглых отверстий, раскатки пустотелых поковок и калибровки отверстий. Раз-гоночные оправки (дорны) выполняются в виде цилиндров 5 и 6, имеющих один или два уступа. Раскаточные и калибровочные оправки делают в виде сплошных или пустотелых конусов 7 и бочкообразными 8. Изготовляют оправки из сталей 40Х. 55Х с последующей закалкой;
Ручки накладного и подкладного инструмента для ковки на молотах выковывают из прутковой стали диаметром 6... 25 мм. По форме ручки могут быть с петлей / и с кольцом 2 (рис. 3.14) с размерами по ГОСТ 11434—75. Длина ручек с петлей 800... 1120 мм, с кольцом 900... 1500 мм. Масса ручек 0,2... 5,74 кг.
Пружинные ручки делаются в основном для пережимок (см., рис. 3.9, б) и для обжимок (см. рис-. 3.10).
Date: 2016-07-18; view: 1263; Нарушение авторских прав