Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Диск нажимной сцепления модели 142 (для двигателей 740.11-240)
|
|
Таблица 5.25.
КАРТА ДЕФЕКТАЦИИ ДИСКА НАЖИМНОГО СЦЕПЛЕНИЯ
| № по каталогу | НАИМЕНОВАНИЕ | МАТЕРИАЛ | ТВЕРДОСТЬ |
| 142-1601093 | Диск нажимной сцепления | СЧ 25 | НВ 200…241 |
| № дефекта | Обозначение | ВОЗМОЖНЫЙ ДЕФЕКТ | РАЗМЕРЫ, мм | СПОСОБ РЕМОНТА | ||
| Номинальный | Предельно допустимый без ремонта | |||||
| Ж | Износ поверхностей шипов, сопрягаемых с поверхностями пазов маховика | 59,72 –0,06 | 59,60 | Наплавить | ||
| С | Износ поверхности по месту сопряжения с носком рычага автоматической регулировки | Наплавить | ||||
| В | Неравномерный износ, задиры, прожиги на поверхности трения | 25 –0,52 | 24,28 | Обработать до выведения следов дефектов | ||
| И | Износ поверхностей проушин под оттяжные рычаги по ширине | 12+0,18 +0,06 | 12,2 | Наплавить | ||
| К | Износ отверстий в проушинах под ось оттяжного рычага | Ø 10,8+0,035 | 10,85 | Запрессовать втулку | ||
| Дисбаланс | 30гхсм | 60гхсм | Балансировать статически | |||
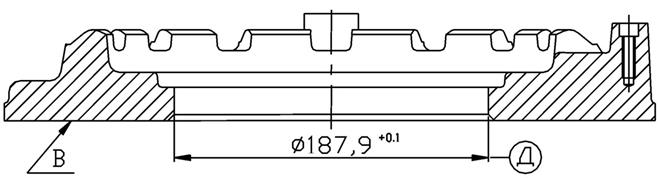
Рис. 5.36. Дефекты диска нажимного сцепления.
Изношенные боковые поверхности шипов Ж и проушины И наплавляют проволокой ПАНЧ-11 и фрезеруют, выдерживая соответственно размеры 59,72-0,06 и 12  мм. Местные износы поверхности В наплавляют и защищают наждачным кругом заподлицо.
мм. Местные износы поверхности В наплавляют и защищают наждачным кругом заподлицо.
Общий износ, задиры и прожиги на поверхности В снимают плоским шлифованием до выведения дефектов, при этом толщина диска не должна быть не менее 23,98 мм. Наличие волосяных трещин на поверхности В не является браковочным признаком. При плоском шлифовании базируют деталь на магнитном столе в приспособлении относительно поверхности Д или на стороне диска Е.
При балансировке диск устанавливают на оправку поверхностью Д, затем балансируют с точностью до 30 г·см, высверливая по периферии поверхности Е отверстия глубиной не более 10 мм с расстоянием между центрами не менее 19 мм.
Date: 2016-05-24; view: 607; Нарушение авторских прав