Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Шкив привода генератора и водяного насоса
|
|
Таблица 5.19.
КАРТА ДЕФЕКТАЦИИ ШКИВА ПРИВОДА ГЕНЕРАТОРА
| № по каталогу | НАИМЕНОВАНИЕ | МАТЕРИАЛ | ТВЕРДОСТЬ |
| 740.13-1318160 | Шкив привода генератора и водяного насоса | СЧ 18 | НВ 180…200 |
| № дефекта | Обозначение | ВОЗМОЖНЫЙ ДЕФЕКТ | РАЗМЕРЫ, мм | СПОСОБ РЕМОНТА | ||
| номинальный | Предельно допустимый без ремонта | |||||
| Трещины, обломы | 1. Наплавить 2. Напаять 3.Обработать | |||||
| А | Износ рабочих поверхностей канавок | Размер по ролику Ø9 Ø206,5±0,2 | Ø205 | Обработать до вы- ведения дефекта не менее Ø203,3 | ||
| Б | Износ отверстия под подшипник | Ø62+0,03 | Ø62,045 | Установить втулку | ||
| В | Износ отверстия под болты крепления | Ø9,0 | 10,0 | Сверлить отверстия под 45˚ к старым, старые заварить, заподлицо | ||
Изношенные рабочие поверхности канавок (Рис. 5.30) обрабатывают на токарном станке специальным резцом до устранения дефекта, с учетом того, чтобы диаметр ручьев по роликам Ø9±0,01 был не менее 203,3 мм.
Изношенные отверстия под подшипник растачивают, и в него запрессовывается втулка, после чего отверстие со втулкой растачивают в номинальный размер.
Отверстия под болты крепления, изношенные по диаметру, не восстанавливают. Они завариваются проволокой ПАНЧ-11 Ø1,2 на режимах: Jсв =100…120А,
Vд =16…18 В. Заварку отверстий производят с внешней стороны шкива, выпуклость сварного шва защищают заподлицо с поверхностью шлифмашинкой. Затем высверливают новые отверстия на осях под углом 45˚ к старым отверстиям.
Шкивы, имеющие сколы, обломы, трещины, восстанавливают следующим образом: трещины длиной не более 10 мм разделывают и заваривают проволокой ПАНЧ-11 Ø1,2. Сколы и обломы запаивают газовой пайкой в кислородно - ацетиленовом пламени латунной проволокой ЛК 62-0,5 Ø2 с применением буры в качестве флюса. Для предотвращения подтекания жидкого металла в канавки шкива при сварке и пайке применяют асбестовую подкладку. Наплавленные поверхности защищают шлифмашинкой заподлицо с поверхностью.
Балансировку шкива производят после всех восстановительных работ сверлением разгрузочных отверстий Ø10 мм по периферии детали. Точность балансировки 15 г× см.
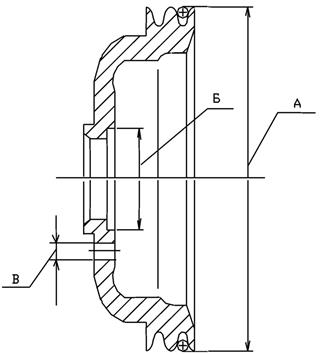
Рис. 5.30. Дефекты шкива привода генератора.
Date: 2016-05-24; view: 671; Нарушение авторских прав