Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Вал распределительный
|
|
В двигателях Евро-1 применен распределительный вал увеличенной размерности кулачков и шеек, с измененными фазами газораспределения и ходом клапанов, посадочный диаметр корпуса подшипника задней опоры больше, диаметр втулок на 6 мм больше, по сравнению с распредвалом двигателя мод.740.10.
Таблица 5.11.
КАРТА ДЕФЕКТАЦИИ РАСПРЕДЕЛИТЕЛЬНОГО ВАЛА
| № ПО КАТАЛОГУ | НАИМЕНОВАНИЕ | МАТЕРИАЛ | ТВЕРДОСТЬ |
| 740.21-1006015 | ВАЛ РАСПРЕДЕЛИТЕЛЬНЫЙ | Сталь 18ХГТ закалка шеек и кулачков ТВЧ | 48…53 HRC |
| № дефекта | Обозначение | ВОЗМОЖНЫЙ ДЕФЕКТ | РАЗМЕРЫ, в мм | СПОСОБ РЕМОНТА | |
| Номинальный | Предельно допустимый без ремонта | ||||
| 1. | Трещины или обломы | Браковать | |||
| 2. | Б | Износ промежуточных опорных шеек | Ø60 
| Ø 59,88 | Обработать в ремонтный размер Ø59,85
|
| 3. | В | Износ задней опорной шейки | Ø42 
| Ø 41,92 | Обработать в ремонтный размер Ø41
|
| 4. | Г | Износ кулачков -по вершине | 50,70±0,05 (вп.) 50,87±0,05 (вып.) | 50,60 | 1.Шлифовать профиль при износе до глубины 1…2 мм в размер 48,7 мм 2.Наплавить вершины кулачков, обработать «как чисто» в номинальный размер |
| Д | -по профилю | 41,6±0,05 (вп.) 42,0±0,05 (вып.) | 41,5 | Наплавить кулачок по профилю, обработать «как чисто» в номинальный размер | |
| 5. | Деформация вала | Биение средних опорных шеек относительно общей оси крайних шеек 0,025 | 0,035 | Править | |
| 6. | Е | Смятие шпоночного паза | 5 
| 5,01 | 1.Заварить 2.Шлифовать |
Основным дефектом распределительного вала является износ вершин кулачков с незначительным износом по профилю.
Промытые валы дефектуются по опорным шейкам, кулачкам, шпоночному пазу. После дефектации распределительные валы с кулачками, требующими восстановления, направляются на наплавку. Перед наплавкой на активном профиле кулачка обрабатывается канавка (Рис. 5.19). Наличие канавки позволяет уменьшить расход электродов, время наплавки и повысить качество отремонтированного распределительного вала.
Наплавка изношенных вершин кулачков производится электродом ОЗИ-3 диаметром 3 мм ГОСТ 9466-75 сварочным током обратной полярности Iсв=80…100А, рабочим напряжением Vд=16…18В (выпрямитель ВД-306) в приспособлении, позволяющим вращать вал.

Рис. 5.19.Дефекты распределительного вала.
Перед механической обработкой распределительного вала производится восстановление центровых отверстий шлифовальной головкой ГК 10х25х3 23А25С27КА. Затем вал правится на прессе относительно центровых отверстий до биения опорных шеек не более 0,03 мм. Перешлифовка кулачков выполняются на шлифовально-копировальном станке типа 3433. При большой программе используются станки модели ХIII-I-72НЧ. Применяются круги ММ750х40х305 91А/24А25С17К5 ГОСТ2424-75 с обильным охлаждением зоны шлифования эмульсией. Шлифовать следует «как чисто», до получения профиля кулачка, т.к. колебания размеров кулачков распределительного вала легко компенсируются при регулировке механизма газораспределения.
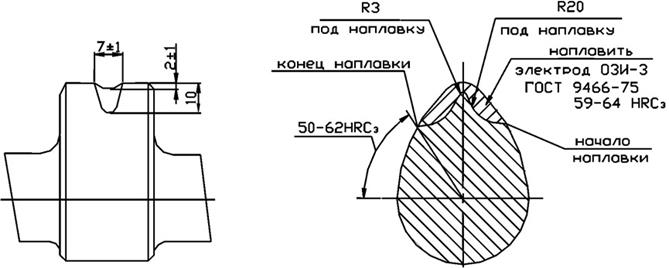
Рис. 5.20. Подготовка распределительного вала под наплавку и схема наплавки.
Полировка опорных шеек и кулачков производится на станке 3842 полировальной лентой 14хМ40. Правится вал на гидропрессе с точностью 0,025 мм.
После окончательной обработки и мойки поверхности кулачков рекомендуется покрыть противозадирным покрытием НК-II ТУ113-12-90-38.
Date: 2016-05-24; view: 6965; Нарушение авторских прав