Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Конструктивное оформление резцов
|
|
1.7.1 Дополнительные лезвия фасонных резцов
Наиболее широкое применение фасонные резцы нашли при обработке деталей из прутковых заготовок на токарно-револьверных станках и токарных автоматах. При этом на обоих торцах фасонной детали должен быть оставлен припуск  для чистового точения в размер. Припуск обеспечивается соответствующей установкой резца на станке и регулировкой упора, ограничивающего подачу пруткового материала [2].
для чистового точения в размер. Припуск обеспечивается соответствующей установкой резца на станке и регулировкой упора, ограничивающего подачу пруткового материала [2].
Необходимо увеличить длину режущего лезвия 9 – 10 резца от точки 11 (рисунок 1.5). Для облегчения настройки подрезного резца и повышения точности подрезки торца с помощью фасонного резца намечаем на обрабатываемой детали точное положение конечной точки профиля 10. Для этого от точки 10 расчетного фасонного профиля резца строится участок 10 - 11 длиной, равной  . Для повышения прочности режущей кромки, улучшения технологичности изготовления резца и снижения травматизма остроугольные переходы у торцов резца нежелательны, поэтому фасонная поверхность резцов заканчивается цилиндрическом пояском 11 – 12 длиной 2 мм. С учетом изложенного длина дополнительного режущего лезвия
. Для повышения прочности режущей кромки, улучшения технологичности изготовления резца и снижения травматизма остроугольные переходы у торцов резца нежелательны, поэтому фасонная поверхность резцов заканчивается цилиндрическом пояском 11 – 12 длиной 2 мм. С учетом изложенного длина дополнительного режущего лезвия  мм.
мм.
Участок 1 – 13 составляет с перпендикуляром к оси детали угол 150, длина этого конусного участка равна  . Длина цилиндрического участка 13 – 14 для отрезки готовой детали соответствует ширине отрезного резца. Режущее лезвие 14 – 15 для снижения сил трения по задней поверхности резца выполняется также под углом 150 к торцу обрабатываемой детали. Учитывая вышеизложенное, ширина дополнительного режущего лезвия на втором торце В2 = 3 мм
. Длина цилиндрического участка 13 – 14 для отрезки готовой детали соответствует ширине отрезного резца. Режущее лезвие 14 – 15 для снижения сил трения по задней поверхности резца выполняется также под углом 150 к торцу обрабатываемой детали. Учитывая вышеизложенное, ширина дополнительного режущего лезвия на втором торце В2 = 3 мм
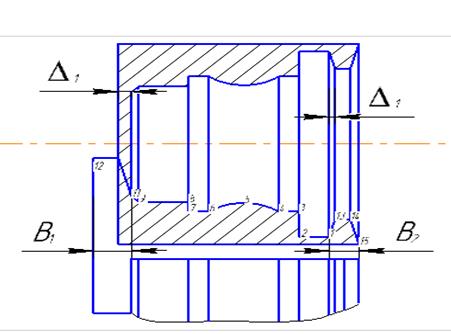
Рисунок 1.5. Схема оформления контура фасонного резца
1.7.2 Допустимая ширина фасонных резцов
Ширина обработки, допускаемая фасонными резцами, ограничивается мощностью станка и жесткостью системы «станок – деталь – инструмент». При недостаточной жесткости этой системы в процессе обработки возникают вибрации, причем вероятность возникновения вибраций при обработке фасонными резцами тем выше, чем больше ширина резца и тоньше срезаемая стружка. Слабым звеном системы «станок – деталь – инструмент» с точки зрения виброустойчивости является изделие, поэтому следует считать справедливым ограничение допустимой ширины фасонного резца в зависимости от требуемой точности обработки [2].
При выборе наибольшей допустимой ширины обработки фасонными резцами с радиальной подачей можно пользоваться рекомендациями, приведенными в таблице № 1.3.
Под шириной обработки (длиной режущего лезвия) следует понимать длину выпрямленного режущего лезвия фасонного резца. Допустимая ширина обработки фасонными резцами зависит от применяемой в процессе обработки подачи, с уменьшением которой можно увеличить ширину обработки [2].
Таблица № 1.3
| Характер обработки | Диаметр детали в опасном сечении | |||
| до 5 мм | 5 – 10 мм | 10 – 20 мм | св. 20 мм | |
| отношение длины режущего лезвия к диаметру изделия в опасном сечении | ||||
| Грубая (9-10 квалитет точности) | 2,0 | 2,4 | 2,8 | 3,0 |
| Средняя (8 квалитет точности) | 1,8 | 2,0 | 2,3 | 2,5 |
| Точная (7-6 квалитет точности) | 1,5 | 1,6 | 1,8 | 2,0 |
Характер обработки: грубая (9 – 10 квалитет точности).
Date: 2016-02-19; view: 758; Нарушение авторских прав