Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Построение контрольной карты для математического ожидания
|
|
При невозмущённом процессе выражение для определения положения предупреждающих и контрольных границ для математического ожидания имеет вид:
 ,
,
где:  - среднее квадратическое отклонение размера, которое должен обеспечить технологический процесс;
- среднее квадратическое отклонение размера, которое должен обеспечить технологический процесс;
n 1-объём малой выборки, которая берётся через определённые интервалы времени;
 -средняя линия, соответствующая середине поля допуска;
-средняя линия, соответствующая середине поля допуска;
c- коэффициент, зависящий от заданной вероятности  ;
;
=1- p - вероятность выхода размера за контрольные или предупреждающие границы;
 - квантиль нормального рапределения, представленного в виде функции (интеграла) Лапласа (Приложение А, таблица А1).
- квантиль нормального рапределения, представленного в виде функции (интеграла) Лапласа (Приложение А, таблица А1).
1 Определение положения предупреждающих и контрольных границ для математического ожидания.
Можно принять, что доверительные вероятности для построения предупреждающих и контрольных границ соответственно равны
p п = 0,95 и p к = 0,99
Так как αп = 0,05,  и αк = 0,01,
и αк = 0,01,  , то
, то
 .
.
 .
.
Квантили находятся по таблицам функции Лапласа
 и
и 
Чтобы обеспечить допуск TD=0,021мм, определяется из соотношения:
 .
.
Таким образом, предупреждающие и контрольные границы при целевом уровне = Dm = 20,0105 мм равны




2 Определение средних значений диаметра в малых выборках.
Значения диаметра отверстия в малых выборках представлено в таблице 5
Таблица 5 – Статистические данные по малым выборкам
| № выборки | Значения диаметра отверстия в выборке, мм |
| 20,020; 20,004; 20,006; 20,009; 20,005; | |
| 20,019; 20,001; 20,007; 20,008; 20,009; | |
| 20,011; 20,010; 20,008; 20,009; 20,002; | |
| 20,010; 20,013; 20,014; 20,017; 20,010; | |
| 20,011; 20,010; 20,013; 20,010; 20,015; | |
| 20,013; 20,011; 19,998; 20,022, 20,010 |
Определяется среднее значение диаметра в каждой малой выборке:
 ,
,
где j – номер выборки.






3 Построение контрольной карты для математического ожидания.
Контрольная карта для математического ожидания, на которую нанесены выборочные данные, представлена на рисунке 7.
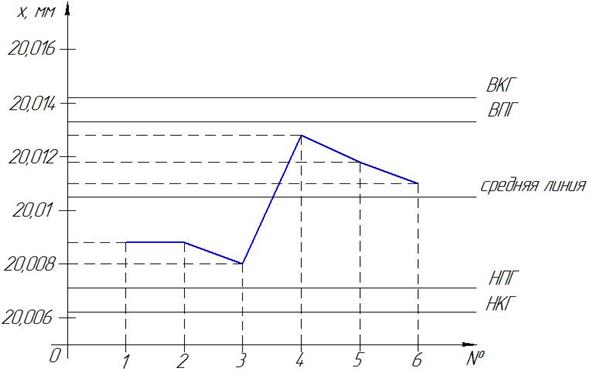
Рисунок 7-Контрольная карта для математического ожидания
Вывод: результат контроля лежит в пределах предупреждающих границ, следовательно, технологический процесс устойчив по статистическому показателю  , который характеризует стабильность настройки процесса относительно целевого уровня.
, который характеризует стабильность настройки процесса относительно целевого уровня.
Выводы:
- результат контроля в точках 1, 2 и 6 выходит за пределы как предупреждающей, так и контрольной границы, следовательно, технологический процесс потерял устойчивость по статистическому показателю S, характеризующему технологическое рассеивание размера отверстия.
- необходимо остановить процесс, выявить и устранить причины рассеивания (входной контроль материала, изменение режимов обработки, замена оборудования и др.)
- контроль с помощью контрольных карт подтверждает результаты оценки технологического процесса по индексу воспроизводимости  .
.
Заключение
Целью контрольной работы являлось применение статистических методов при обработке отверстия во втулке Ø20Н7  .
.
При применении статистических методов установлено:
- распределение размеров отверстия в партии близко к нормальному распределению;
- вероятностный уровень дефектности партии втулок недопустимо высокий  >1% (допустимый уровень дефектности);
>1% (допустимый уровень дефектности);
- при анализе процесса обработки по индексам воспроизводимости и с применением контрольных карт установлено, что основной причиной высокого уровня дефектности партии является значительное рассеивание размеров отверстия в партии (при хорошей настроенности процесса).
В целом можно заключить, что технологический процесс не обеспечивает необходимое значение статистического показателя S (стандартное отклонение), характеризующего технологическое рассеивание размера отверстия. Необходимо остановить процесс, выявить и устранить причины рассеивания (несоответствующие характеристики материала, изменение режимов обработки, замена оборудования и др.).
Список использованной литературы
1 Балашов Е.П., Долженков В.А. Статистический контроль и регулирование качества массовой продукции. - М.: Машиностроение, 1984. -231 с.
2 Епишин И.Г. Статистические методы управления качеством производства/ Учебное пособие. – Пенза: Издательство ПГУ, 1998. – 42 с.
3 Назаров Н.Г., Архангельская Е.А. Современные методы и алгоритмы обработки измерений и контроля качества продукции/ Учебное пособие для вузов. – М.: Издательство стандартов, 1995. – 616 с.
4 Миттаг Х. Й. Статистические методы обеспечения качества/ Х. – Й. Миттаг. Х. Ринне// Пер. с нем. – М.: Машиностроение, 1995. – 616 с.
5 Марков Н.Н. Нормирование точности в машиностроении. – М.: Издательство «Станкин», 1992. – 320 с.
Date: 2016-02-19; view: 462; Нарушение авторских прав