Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
по передней и задней поверхностям. Критерии изнашивания
|
|
(затупления).
Износ инструмента происходит по определенным закономерностям. В самом общем виде, независимо от вида изнашивания и типа режущего инструмента, зависимость его износа от времени работы может быть представлена в виде графика, показанного на рис. 45.
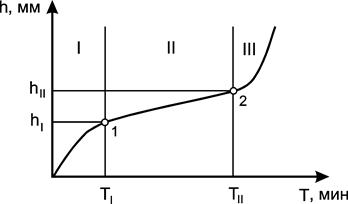
Рис. 45. Зависимость износа инструмента от времени работы
На данной графической зависимости можно выделить три характерные зоны:
I – зона начального износа или зона приработки инструмента ( ~ 0,05…0,1 мм). В этой зоне инструмент подвергается в основном абразивному износу;
~ 0,05…0,1 мм). В этой зоне инструмент подвергается в основном абразивному износу;
II – зона нормального износа. Значение износа  , соответствующее точке 2 перегиба на кривой износа, называется величиной допустимого износа, которая может составлять 1…2 мм. В этой зоне доминирующим является, как правило, адгезионный износ.
, соответствующее точке 2 перегиба на кривой износа, называется величиной допустимого износа, которая может составлять 1…2 мм. В этой зоне доминирующим является, как правило, адгезионный износ.
III – зона катастрофического износа. Если не допускать работу инструмента в зоне III, то срок его службы значительно увеличится. В этой зоне превалирует диффузионный износ.
В процессе работы режущего инструмента происходит сложное взаимодействие инструмента и обрабатываемого материала, в результате которого инструмент изнашивается. В зависимости от условий обработки характер изнашивания режущего инструмента может быть разным:
- преимущественно изнашивается передняя поверхность и незначительно задняя;
- преимущественно изнашивается задняя поверхность и незначительно передняя;
- затупление (скругление) режущего лезвия инструмента.
Изнашивание по передней поверхности инструмента происходит при резании пластичных материалов, когда задняя поверхность предохраняется от изнашивания образующимся наростом ( = 20…40 м/мин, а величина переднего угла
= 20…40 м/мин, а величина переднего угла  имеет небольшое положительное или отрицательное значение), а также в том случае, когда температура на площадках контакта передней поверхности значительно больше, чем задней, например, при обработке титановых сплавов.
имеет небольшое положительное или отрицательное значение), а также в том случае, когда температура на площадках контакта передней поверхности значительно больше, чем задней, например, при обработке титановых сплавов.
При этом на передней поверхности инструмента образуется лунка, которая характеризуется длиной  , шириной
, шириной  и глубиной
и глубиной 
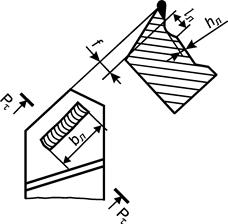 Рис. 46. Износ по передней
поверхности резца
Рис. 46. Износ по передней
поверхности резца
|
(рис. 46). В начальный момент времени лунка образуется на некотором расстоянии  от режущей кромки, а затем постепенно развивается по направлению к этой кромке с увеличением своих геометрических параметров.
от режущей кромки, а затем постепенно развивается по направлению к этой кромке с увеличением своих геометрических параметров.
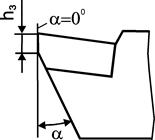 Рис. 47. Износ по задней
поверхности резца
Рис. 47. Износ по задней
поверхности резца
|
Изнашивание по задней поверхности инструмента происходит при резании малопластичных и хрупких материалов, обладающих значительным упругим восстановлением после обработки, а также при работе с малыми задними углами  и представляет собой площадку износа шириной
и представляет собой площадку износа шириной  с задним углом = 0о (рис. 47).
с задним углом = 0о (рис. 47).
Износ по задней поверхности влияет на получение точных размеров обрабатываемой заготовки, что видно на рис. 48.
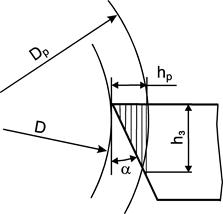 Рис. 48. Схема влияния
износа на точность обработки заготовки
Рис. 48. Схема влияния
износа на точность обработки заготовки
|
Для обеспечения заданной точности размера заготовки необходимо, чтобы выполнялось условие  или
или  , где
, где  – радиальный износ резца в процессе обработки;
– радиальный износ резца в процессе обработки;  – допуск на заданный размер заготовки.
– допуск на заданный размер заготовки.
Как видно из рис. 48,  , отсюда
, отсюда  . Учитывая выражение для , получим:
. Учитывая выражение для , получим:  .
.
Затупление (скругление) режущего лезвия инструмента происходит при чистовой обработке материалов, обладающих малой теплопроводностью, при глубине резания  1 мм.
1 мм.
В производстве большое значение имеет установление критерия изнашивания режущего инструмента, так как было бы неправильно доводить режущие кромки до полного разрушения. В связи с этим устанавливается определенный (условный) критерий изнашивания, по достижении которого инструмент снимается со станка и перетачивается.
Наиболее удобно с точки зрения контроля рассматривать износ по задней поверхности инструмента. Поэтому чаще всего за критерий изнашивания принимают величину допустимого износа (см. рис. 47) по задней поверхности .
При черновой обработке сталей величина допустимого износа по задней поверхности у резцов из быстрорежущих сталей составляет 1,5…2 мм, а у твердосплавных резцов – 1…1,4 мм.
Представленные в справочной литературе величины допустимого
износа по задней поверхности для условий черновой обработки даны для инструментов, работающих с экономическим (нормативным) периодом стойкости. При выполнении чистовых операций на первый план выступают требования по обеспечению точности и шероховатости поверхности. Поэтому в качестве критерия изнашивания принимают величину, соответствующую 0,5 от значения допустимого износа. Этот критерий изнашивания получил название «технологический критерий изнашивания».
В производственных условиях для определения износа пользуются критериями затупления.
Визуальные критерии. При значительном износе резца по задней поверхности возрастают силы трения и на поверхности резания появляется блестящая полоска или темные пятна, слышен характерный скрип.
Критерии, связанные с измерением инструмента. Момент прекращения работы инструмента определяется путем измерения величины площадок и лунок износа, например при помощи лупы Бринелля.
Технологические критерии. Момент достижения инструментом соответствующего критерия затупления связан с проявлением косвенных признаков затупления инструмента: увеличение эффективной мощности резания, появление вибраций, изменение размеров обрабатываемой заготовки и т.д.
Date: 2015-05-19; view: 2079; Нарушение авторских прав