Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Физическая природа износа инструментов
|
|
(для самостоятельного изучения)
Износ и связанное с ним затупление режущего инструмента происходят в результате сложного взаимодействия механических, физических и химических явлений. Доминирование одного явления над другими приводит к изнашиванию режущего инструмента различных видов. На основании многочисленных экспериментальных исследований процесса резания материалов установлены четыре вида изнашивания режущих инструментов: абразивное, адгезионное, диффузионное и химическое (окислительное).
Абразивное изнашивание инструмента происходит за счет царапания его рабочих поверхностей стружкой (элементами стружки), частицами нароста, а также твердыми включениями, имеющимися в материале обрабатываемой заготовки. Возможность царапания рабочих поверхностей режущего инструмента, более твердых по сравнению с обрабатываемой заготовкой, обусловлена тем, что инструментальный материал по своей основе неоднороден. В связи с этим на его рабочих поверхностях имеются участки как большей, так и меньшей твердости. Поэтому под воздействием вышеуказанных факторов происходит удаление частиц инструментального материала с менее твердых участков, разрыхление поверхностных слоев с последующим их более интенсивным изнашиванием.
Адгезионное изнашивание заключается в молекулярном взаимодействии (схватывании) поверхностных слоев режущего инструмента и обрабатываемого материала и последующем вырывании частиц материала инструмента.
Природа данного явления обусловлена тем, что контактные поверхности режущего инструмента и обрабатываемого материала не являются идеально гладкими, то есть имеют вполне определенную шероховатость. Поэтому их точками соприкосновения в процессе резания являются выступающие участки микрорельефа (рис. 44), что вызывает в местах контакта большие удельные нагрузки, разрушающие окисные пленки.
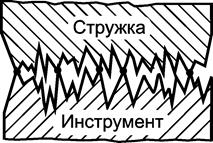 Рис. 44. Схема образования «мостиков холодной
сварки»
Рис. 44. Схема образования «мостиков холодной
сварки»
|
В результате такого контакта происходит образование «мостиков холодной сварки», которые разрушаются и вновь образуются вследствие движения деформируемого материала относительно режущего клина. Причем процесс разрушения «мостиков» сопровождается вырыванием частиц инструментального материала и образованием адгезионных пятен. Данное явление активно проявляется, когда температура в зоне резания составляет более 600  .
.
Диффузионное изнашивание инструмента происходит в результате взаимного растворения металла заготовки и материала инструмента. На активность процесса растворения оказывает влияние высокая температура (900…1200 ) контактного слоя, возникающая при высокой скорости резания. Процесс диффузионного изнашивания приводит к изменению химического состава и физико-химических свойств поверхностных слоев инструмента, снижению его износостойкости. Поэтому диффузионное изнашивание можно рассматривать как разновидность химического изнашивания.
Химическое (окислительное) изнашивание происходит за счет окисления при высоких температурах трущихся слоев благодаря высокой проникающей способности кислорода и ускоренного его соединения с ювенильными поверхностями стружки и инструмента. Образовавшиеся окисные пленки очень хрупки и поэтому легко разрушаются, оголяя нижеследующие слои, которые в свою очередь также окисляются и подвергаются разрушению.
Окислительное изнашивание наступает обычно при температуре
резания, равной 700...900°С. У твердых сплавов наиболее быстро окисляется кобальтовая связка, при разрушении которой нарушается монолитность сплава, ослабляется связь между зернами карбидов титана и вольфрама. Окислительный износ можно существенно уменьшить или даже предотвратить за счет применения в качестве смазочно-охлаждающих технологических средств (СОТС) инертных газов: азота, аргона и гелия.
Date: 2015-05-19; view: 986; Нарушение авторских прав