Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Монтаж валов, осей и муфт
|
|
К качеству сборки валов, осей и муфт при монтаже предъявляются те же требования, что и к качеству сборки этих деталей на заводе-изготовителе.
При сборке валов практически невозможно добиться абсолютно полного совпадения геометрических осей соединяемых валов с прямой линией — те или иные отклонения неизбежны (рис. 103, а). Основными из них являются:
1. Перекос осей на некоторый угол  (рис. 103, б), вызывающий торцевое биение плоскостей разъема полумуфт.
(рис. 103, б), вызывающий торцевое биение плоскостей разъема полумуфт.
2. Радиальное смещение валов на некоторую величину е (рис. 103, в), вызывающее радиальное биение валов и муфт, которое создает дополнительные напряжения в валах, муфтах и подшипниках.
При больших числах оборотов валов (400—1500 об/мин) за счет радиального смещения возникает вибрация собранных узлов и всей машины, что влечет за собой вытекание смазки из подшипников, дополнительные напряжения в элементах. Таким образом, допустимые величины перекосов и радиальных биений валов зависят от числа их оборотов. Нормы допустимой вибрации подшипников также зависят от числа оборотов вала. Так, например, по «Правилам технической эксплуатации электрических станций и сетей» допустимая величина вибрации подшипников электродвигателей при скорости вращения вала 1500 об/мин равна 100 мкм; 1000 об/мин — 130; 750 об/мин и ниже — 160 мкм;
3.Перекос и радиальное смещение валов чаще всего вызывают вибрацию узлов и перегрузку деталей, поэтому данные величины должны строго ограничиваться. Так, перекос валов не должен превышать 2 мм на каждый метр длины вала.

Рис. 103.Отклонение осей валов при сборке
Величины е и определяются с помощью инструментов и приспособлений. Наиболее точно величина радиального биения валов определяется индикаторами (см. рис. 85), а менее точно—линейкой (рис. 104, а), щупом (рис. 104, б) и приспособлениями (рис. 104 в, г). Величины радиального биения валов устанавливаются путем измерения величин bl, b2 и b3 при повороте валов на 90°, 180° и 270°, где bl, b2 и b3 — расстояния между концами измерительных скоб. Величина торцевого биения (перекоса) устанавливается путем измерения величин a1 и a2, которые будут равны при отсутствии торцевого биения. Нормы на допустимые величины перекосов и радиального биения валов и муфт указываются в сборочных чертежах или в инструкциях на монтаж, а также приводятся в справочной и специальной литературе [2; 28; 55].
Муфты собирают при монтаже выходных валов крупных сборочных единиц (например, соединение валов редукторов с валами лебедок), а также при соединении отдельных элементов длинных (трансмиссионных) валов.
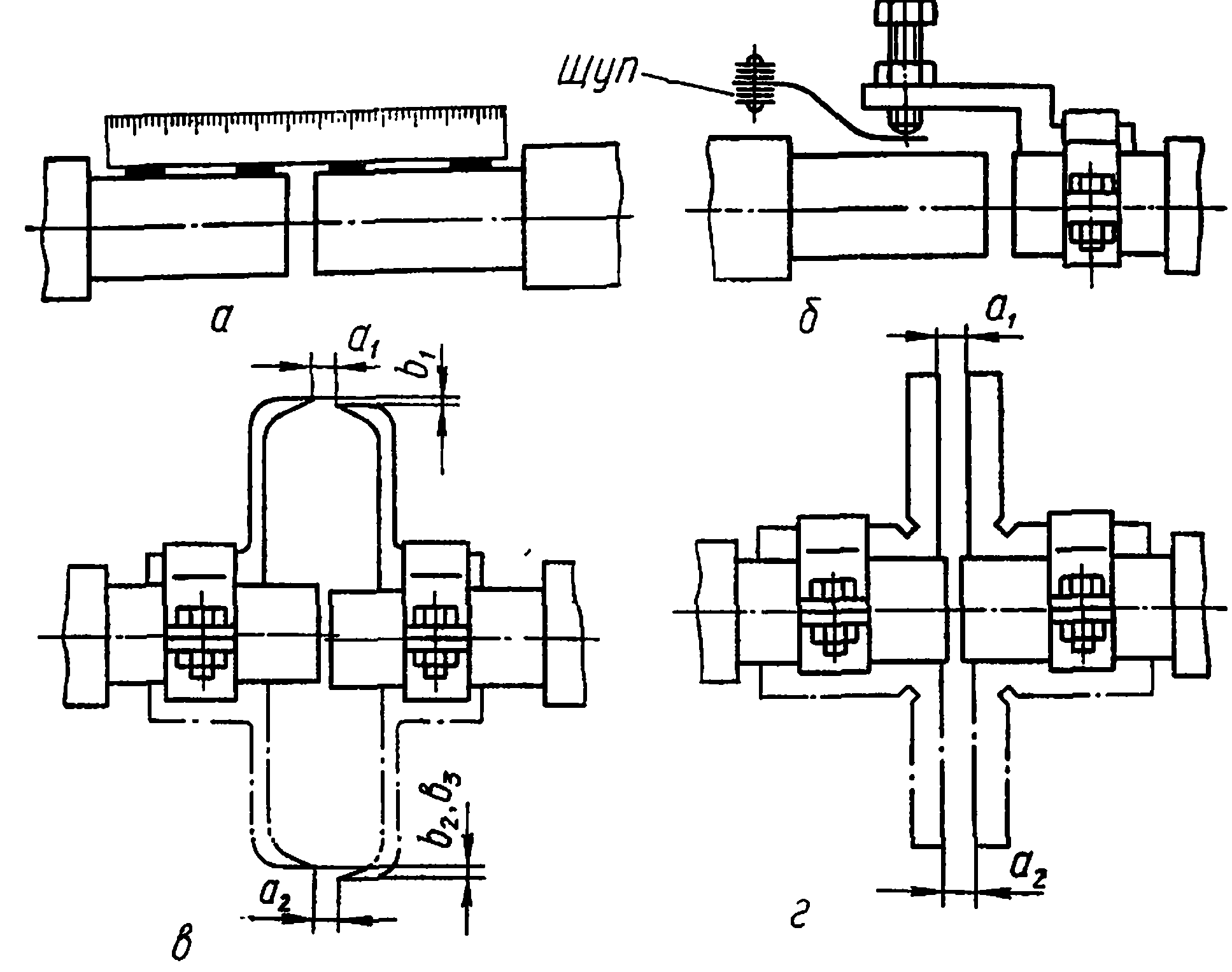
Рис. 104. Способы контроля правильности сборки валов
При соединении полумуфт также наблюдаются их перекосы и радиальные смещения, которые являются следствием перекоса и смещений соединяемых валов, или неточности изготовления и монтажа самих муфт. Радиальное смещение полумуфт может быть установлено при помощи линейки (рис. 105, а), скоб и щупов (рис. 105, б, г), скоб и индикаторов (рис. 105, б), скоб имикрометра (рис. 105, е). Торцевое биение полумуфт проверяется мерными клиньями (рис. 105, б), скобами (рис. 105, в, г, д, ё) и другими приспособлениями. Для

Рис. 105. Способы контроля правильности сборки муфт
муфт типа М3 и МЗП перекос осей не должен превышать 30', а радиальное смещение — 0,3—0,8 мм (в зависимости от диаметра муфты).
У втулочно-пальцевых муфт радиальное биение наружных поверхностей и торцевое биение поверхностей разъема не должна превышать 0,03—0,04 мм.
Date: 2015-11-15; view: 1143; Нарушение авторских прав