Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Организация написания и защиты курсовой работы
|
|
2.1 Студенты должны выполнять работу согласно графика консультаций по этапам написания курсовой работы» и выходить на защиту согласно расписания защиты курсовых работ.
2.2 Курсовая работа подлежит защите до начала экзаменационной сессии. Не позже чем за две недели до защиты студент подает курсовую работу руководителю, который рецензирует и оценивает ее в течении 5 дней. В случае неудовлетворительной оценки руководитель не допускает студента к защите и возвращает курсовую работу на доработку с учетом замечаний. После этого доработанный вариант студент не позже чем за три дня до защиты подает руководителю для повторного рецензирования.
Если оценка руководителя положительная, то курсовая работа допускается к защите.
2.3 Защита курсовых работ проводится на открытом заседании комиссии.
2.4 Во время защиты каждый студент на протяжении 5-10 минут докладывает о содержании работы, обращая основное внимание на постановку задач, основные положения работы, результаты исследований и выводы. Тезисы выступления студент готовит предварительно. Доклад может сопровождаться демонстрацией соответствующих презентационных материалов, которые удостоверяют факт выполнения студентом поставленных задач и дают возможность присутствующим ознакомиться с основными результатами работы. После доклада студент отвечает на вопросы комиссии.
2.5 Качество выполнения курсовой работы и результаты ее защиты оцениваются по четырехбалльной шкале («отлично», «хорошо», «удовлетворительно», «неудовлетворительно»). Оценка за курсовую работу выставляется в зачетную книжку и в ведомость.
2.6 Примерные критерии оценивания курсовой работы:
Оценка «отлично» ставится за работу по сложной теме, актуальность которой обоснована студентом. Структура работы соответствует поставленным задачам. Содержание темы отражено полно и логически правильно, по результатам работы сделаны выводы, работа иллюстрирована схемами, таблицами, рисунками, правильно составлен библиографический список, присутствуют сноски на источники. Работа характеризуется хорошим уровнем языковой и стилистической культуры, аккуратно и грамотно оформлена. При защите студент сумел выбрать наиболее значимые теоретические и практические аспекты, правильно ответил на вопросы, убедительно иллюстрировал защиту с использованием персонального компьютера и технических средств обучения и другого иллюстративного материала.
Оценка «хорошо» ставится, когда работа имеет такие же позитивные качества, как и работа с оценкой «отлично», но не четко определены цели, допущены незначительные отклонения в оформлении, при защите допущены неточности при ответах на вопросы, отсутствуют необходимые иллюстрации, не используются средства компьютерной техники, хотя характер работы этого требует.
Оценка «удовлетворительно» ставится тогда, когда тема выбрана несложная, раскрыта, но в отдельных местах нарушена система изложения, нет композиционной стройности, ссылок на используемую литературу, допущены стилистические и орфографические ошибки, нет необходимых выводов. При защите студент не смог раскрыть главных достоинств работы, отвечал на вопросы недостаточно правильно и убедительно.
Работа оценена на «неудовлетворительно» и к защите не допускается, если в работе нет ясных целей и задач, в объеме и оформлении имеются грубые недостатки, неудовлетворительно оформлен список литературы, студент смутно представляет суть работы. Работа возвращается студенту для доработки с соответствующими указаниями руководителя.
Студент, который не защитил курсовую работу, допускается для повторной защиты после ее доработки, в течение экзаменационной сессии.
СОДЕРЖАНИЕ ПОЯСНИТЕЛЬНОЙ ЗАПИСКИ К КУРСОВОЙ РАБОТЕ
3.1 Курсовая работа по дисциплине «Техническая эксплуатация автомобилей» содержит следующие разделы
- Титульный лист
- Содержание
- Введение
- Первый раздел (техническая характеристика автомобиля)
- Второй раздел (описание производственного участка)
- Третий раздел (охрана труда и техника безопасности на производственном участке)
- Заключение
- Список использованных источников
- Приложения
3.2Общие требованияпооформлению курсовой работы представлены в«Методических рекомендациях по оформлению курсовых работ (проектов), рефератов, отчетов о практике, дипломных работ для студентов всех специальностей», рассмотренных и рекомендованных методическим советом Севастопольского индустриально-педагогического колледжа (протокол №4 от 02 февраля 2013 г.).
3.3 Работу брошюруют в такой последовательности:
- титульный лист, (см.приложении А);
- задание на работу;
- содержание;
- введение;
- первый раздел (техническая характеристика автомобиля);
- второй раздел (описание производственного участка);
- третий раздел (охрана труда и техника безопасности участка, рассмотренного во втором разделе);
- заключение;
- список использованных источников;
- приложения.
Работу представляют в отдельной папке. Отдельно вкладывается (но не подшивается) рецензия на работу.
3.4 Содержание разделов курсовой работы.
3.4.1 Во введении необходимо дать анализ и характеристику использования диагностирования подвижного состава на автотранспортных предприятиях. Коротко охарактеризовать данный в задании объект контроля (диагностирования) с указанием его функционального назначения и описать методологию решения поставленной задачи.
Введение включает:
- оценку современного состояния проблемы (исторический аспект и перспективы развития исследований, тенденции решения поставленных задач);
- обоснование актуальности работы;
- формулировку цели работы;
- указание задач, которые необходимо решить для достижения поставленной цели.
При формулировке цели и задач используются либо глаголы, либо имена существительные. Например:
- изучить литературу по исследуемой проблеме;
или
- изучение литературы по исследуемой проблеме.
Глаголы, используемые при определении задач: исследовать, проанализировать, раскрыть, описать, определить, установить, выявить, показать, и др. или существительные: раскрытие, описание, определение, установление, выявление, анализ, исследование и т.д.
Объем введения должен быть не более 1-2 страниц. Пример написания введения представлен в приложении Г.
3.5В первом разделе курсовой работы описываются технические характеристики автомобиля модель которого указана в бланке задания (его история производства, габаритные размеры, модификации.)
3.5.1 Образец написания первого раздела курсовой работы на примере ВАЗ-2103 приведен ниже.
Вид описываемого транспортного средства студент выбирает по своему желанию.
ВАЗ-2103, «тройка», «трёшка» — советский заднеприводный легковой автомобиль с кузовом типа седан. Был разработан совместно с итальянской фирмой Fiat на базе модели Fiat 124 и серийно выпускался на Волжском автомобильном заводе с 1972по 1984 год. На экспорт ВАЗ-2103 шёл под названием Lada 1500.
Fiat 124, ставший прототипом моделей ВАЗ-2101 и ВАЗ-2103, характеристики см табл №1был впервые представлен публике в 1964 году, серийное производство в Италии началось в 1966.
«Фиат» предложил готовые, уже освоенные в производстве решения: в качестве автомобиля № 1 — Fiat 124, автомобиля № 2 — Fiat 125.
Изначально такое предложение советской стороной было на первом этапе принято. Однако по мере более детальной работы над проектом очень быстро выяснилось, что несмотря на внешнее сходство 124-я и 125-я модели «Фиата» представляли собой, по сути, принципиально разные автомобили, минимально унифицированные между собой.
Например, «125» превосходил «124» по геометрическим размерам, при этом «124» имел нижневальный мотор со штанговым приводом клапанов объёмом 1200 см³, а «125» — двигатель с двумя верхними распредвалами с ременным приводом, объёмом 1600 кубов и мощностью 90 л.с. Шасси также принципиально отличалось, так как «125» был выполнен на базе устаревшей модели Fiat 1500 разработки конца 50-х годов, в частности — имел рессорную заднюю подвеску, мягкую и комфортную, но архаичную и требовавшую освоения в СССР производства рессор нужного типа.
Таблица 1 Характеристики модели ВАЗ-2103
| Характеристики | Модель ВАЗ-2103 |
| Колесная формула | ВАЗ "Жигули" (4х2) |
| Число мест | |
| Масса багажа, кг. | |
| Допустимая полная масса прицепа, кг. | |
| Собственная масса кг. В т.ч.на передн. ось в т.ч.на задн.ось | 1430 656 774 |
| Радиус поворота,м. перед.колеса наружн.габаритный | 5,6 5,9 |
| Макс.скорость км/ч,м | |
| Торм путь со скорости 80 км/ч | |
| Время разгона с места до 100 км/ч,с | |
| Двигатель (карб.4-цил.,рядн.,4-такт.) | |
| Диаметр цилиндра и ход поршня мм. | 76х80 |
| Рабочий объем л. | 1,45 |
| Порядок работы цилиндров | 1-3-4-2 |
| Степень сжатия | 8,5 |
| Макс.мощность при 5600 об/мин, л.с. (кВт) | 77 (56,6) |
| Макс.крутящий момент 3400 об/мин, (H·м) | 10,8 (105,9) |
| Карбюратор | 2106 или 2107 |
| Аккумулятор | 6СТ-55 |
| Прерыватель-распределитель | Р125-Б или Р125-Д |
| Катушка зажигания | Б117 |
| Свечи | А17ДВ |
| Генератор | Г221 |
| Стартер | СТ221 |
| Реле-регулятор | РР380 |
| Сцепление | однодисковое, сухое |
| Коробка передач | 4-ступенчатая с синхронизаторами на всех передачах переднего хода |
| Главная передача | одинарная гипоидная |
| Передаточные числа: коробки передач | 3,75; 2,30;1,49;1,00; З.X-3,87 |
| Рулевой механизм | гипоидный червяк и ролик; N=16,4 |
| Подвески: передняя задняя | независисимая на поперечных качающихся рычагах с цилиндрическими пружинами, амортизаторы гидравлические, телескопические с цилиндрическими пружинами и реактивными штангами, амортизаторы гидравлические, телескопические |
| Тормоза: рабочий стояночный | передний дисковый, задний барабанный, приводогидравлический раздельный, задний тормоз имеет регулятор давления на задние колеса с механическим приводом |
| Число колес | 4+1 |
| Шины | 175/70SR13 или 165SR/13 |
| Давление воздуха в шинах, кг/см2 передних колес задних колес | 1,6 1,9 |
Таблица 2 Заправочные емкости
| Вид заправочной емкости | Объем в литрах |
| Топливный бак вкл. резерв 4- 6,5 л.) | |
| Система охлаждения двигателя (вкл.систему отопления салона) | 9,85 |
| Система смазки двигателя (вкл.масляный фильтр) | 3,75 |
| Картер коробки передач | 1,35 |
| Картер заднего моста | 1,3 |
| Картер рулевого механизма | 0,215 |
| Система гидропривода выключения сцепления | 0,2 |
| Система гидропривода тормозов | 0,66 |
| Бочок омывателя ветрового стекла | 2,0 |
| Передний амортизатор | 0,12 |
| Задний амортизатор | 0,195 |
3.6 Второй раздел курсовой работы является основным. В этом разделе необходимо полностью раскрыть тему работы:
а) описать производственный участок, раскрыть назначение участка;
б) указать работы, выполняемые на участке;
в) обосновать оборудование и приспособления, используемые на участке;
г) перечислить современные технологии и оборудование, применяемые на участке;
д) предложить способы повышения качества выполняемых работ на участке.
3.6.1 Образец выполнения второго раздела на примере организации жестяницкого участка, приведен ниже.
Основными направлениями в технологии ремонта кузовов являются: восстановление кузовов даже со сложными повреждениями; применение метода проверки геометрии кузовов по контрольным точкам (без разборки автомобилей); внедрение крупноблочного метода ремонта; широкое использование при ремонте точечной сварки и сварки в среде защитных газов; использование стендов различного типа с силовыми устройствами (с гидравлическим приводом) длянаружного вытягивания деформированных элементов кузовов и рам; широкое применение механизированного инструмента для зачистных, отрезных и других вспомогательных операций.

Рисунок 3.1 Устройство для правки кузовов МОД БС-71
В современных конструкциях оборудования для проведения кузовных работ имеет место тенденция объединения, как бы в одно целое, установок для ремонта со стендами для контроля геометпуи и правки. При ремонте кузовов используют переносное оборудование дня правки, устанавливаемое непосредственно на кузов автомобиля, с гидравлическим приводом, развивающим усилие рабочего органа до 20 тс. Но с его помощью невозможно устранять сложные перекосы и значительные деформации несущих элементов кузова. Для такого рода работ выпускаются стенды, обеспечивающие метод наружного вытягивания деформированных элементов, на закрепленном на стенде автомобиле, с одновременным приложением разнонаправленных усилий правки, противоположных силам, вызвавшим повреждения (например, при ДТП).

Рисунок 3.2 Устройство для правки кузовов:
а- рама мод. БС-123;
б- силовая установка БС-124;
в - комплект цепных строп и зажимных приспособлений.
Устройство для правки кузовов модели БС-71 (рис.3.1) состоит из передвижной балки 7, на одном конце которой шарнирно закреплен качающийся рычаг 1 гидроцилиндра, расположенного внутри балки, ручного гидронасоса 9, упора 3, силовой поперечины и набора приспособлений для правки. Это универсальное устройство работает по векторному принципу приложения сил (до 10 тс) в любом направлении.
Устройство для ремонта и контроля БС-123 (рис.3.2), выполнено в виде передвижной рамы стапельного типа. Его можно использовать совместно с подкатной силовой установкой БС-124, аналогичной по принципу действия с установкой БС-71. Такая система, помимо контроля геометрии кузова, служит для производства особо сложного ремонта. Ремонтируемый аварийный кузов с помощью грузоподъемного устройства (например, автопогрузчика с вильчатым захватом) устанавливается на опорные кронштейны и боковые стойки (с зажимными приспособлениями для порогов кузова), смонтированные на раме БС-123. Несовпадение отверстий кронштейнов с соответствующими точками лонжеронов и пола кузова, свидетельствует о нарушении геометрии кузова - в этом случае производят дополнительное закрепление кузова при помощи выдвижных боковых стоек. После этого раму установки вместе с кузовом автомобиля можно транспортировать на пост ремонта в жестяницко-сварочный цех.
На рис.3.3. представлен стенд модели БС-132. Это установка несколько иного типа. Для нее в бетонном основании пола прокладывают несколько балок с гнездами для анкерных устройств 1 и установки переносных вертикальных опор 8, на поперечинах 7 на которых устанавливаются ползуны с силовыми цилиндрами 6. Для удержания кузова имеется комплект подставок 5 с силовыми поперечными трубами и захватами. Для правки используется также передвижная силовая установка 2. Для привода силовых гидроцилиндров служит ручной насос 4.

Рисунок 3.3 Стенд для ремонта кузовов мод. БС-132 с силовой стойкой и анкерными устройствами
Стенд Р-620 (рис. 3.4) снабжен фундаментной рамой, залитой бетоном. В комплект стенда входят подставки с зажимами. Для закрепления кузова используются расчалочные приспособления с анкерными устройствами.
Гидравлический привод состоит из четырех комплектов гидронасосов с ножным приводом, силовых цилиндров и шлангов высокого давления с наконечниками присоединения и клапанами.
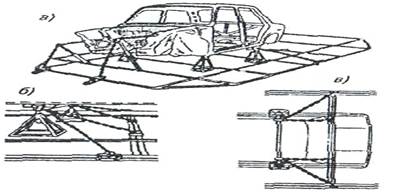
Рисунок 3.4 Стенд для ремонта кузовов мод. Р-620:
а - общий вид; б - схема закрепления за пороги кузова; в - схема запасовки цепей.
На рис. 3.5 показаны варианты крепления различного типа захватов на силовой стойке. Помимо вытяжки наружу поврежденных элементов кузова, на стенде можно производить разжатие распирающим усилием, изнутри кузова с помощью дополнительных гидравлических устройств с насосами и оснасткой (модели БС-142 и БС-143) или винтовых домкратов-растяжек, с удлинителями, различными упорами и струбцинами.

Рисунок 3.5 Варианты крепления приспособлений на силовой стойке стенда мод. Р-620
Для вспомогательных операций и правки(рихтовки) поврежденных плоскостей элементов кузова отечественная промышленность и зарубежные фирмы выпускают большое количество специализированных наборов инструментов и приспособлений и отдельный механизированный инструмент, с пневматическим или электрическим приводом. Для ремонта и правки кузовов служат набор И-305ГМ (рис. 3.6), В качестве инструмента для удаления поврежденных элементов кузовов используются: молоток зубильный (пневматический) -КМП-24 (рис. 3.7); зубило пневматическое - П-6 (60 ударов в минуту); машина ручная отрезная, пневматическая - П-21 (с армированными кругами диаметром до 180 мм); ножницы ручные, электрические для прямолинейной и фасонной резки листового металла толщиной 2,5 мм - ИЭ-5403; ножницы пневматические, вырубные ИП-5501 (толщина листа до 2,5 мм). Для зачистки сварных швов используется ручная, пневматическая, шлифовальная машина ИП-2015 (со шлифовальным кругом диаметром до 100 мм).
В технологии по ремонту кузовов легковых автомобилей, для соединения кузовных деталей и узлов широко используется газовая и полуавтоматическая сварка в защитном газе (и лишь изредка, для толстостенных несущих элементов - электродуговая). На постах ремонта, для ручной газовой сварки, широко применяются баллоны с ацетиленом (тип 100 или БАС-158) с кислородом (тип 150) с углекислым газом (тип 150). Их транспортируют обычно на тележке с ложементами.

Рисунок 3.6 Набор инструментов и приспособлений для ремонта кузовов мод. И 305ГМ

Рисунок 3.7 Пневматический молоток для резки (рубки) металла:
а - пневматический молоток; б – резец.
При газопламенной сварке кузовных деталей для понижения давления газа, отбираемого из бал балона используют редукторы; ДКП-1-65 -- для кислорода; ДАП-1-65-для ацетилена; ДЗД-1-59М-для углекислого газа. В качестве горелок используют Г2-04 (малой мощности), схожей с выпускавшимися "Звездочкой" и "Малюткой". Для полуавматической сварки в среде углекислого газа ССМ, выпускают установку СВАП-02 на тележке (рис. 3.8) установки И-103 "Луч', ПДГ-305, УСГ-02-44, А-825М. Все полуавтоматы подключаются к трехфазной сети с частотой 50 Гц и напряжением 380 В. Их отличие состоит в пределах регулирования силы тока (в среднем от 40 до 300 А), напряжения (от 16 до 40 В), в диаметре используемой проволоки (от 0,6 до 2 мм) и скорости ее подачи (от 2 до 20 м/мин).

Рисунок 3.8 Сварочный полуавтомат СВАП-02
Скорость ручной газовой сваркой сплошным швом тонколистовой стали составляет в среднем 5 м/ч, то при сварке полуавтоматами, с механизированным процессом подачи плавящегося электрода (в виде проволоки), она возросла в четыре раза (20 м/ч). Кроме того, преимуществом данного вида сварки является защита сварного шва от кислорода и азота воздуха, деформация свариваемых деталей даже из тонколистовой стали, почти полностью исключена, значительно повышается удобство в работе и возможность выполнения сварки в труднодоступных местх, автомобиля, за счет постоянства дуги и непрерывной подачи электрода.
После стендовой правки кузовов методом вытяжки проводят предварительную правку поврежденных плоскостей внешних и внутренних элементов кузова, в целях устранения глубоких вмятин, изгибов, сближения краев разрывов и т.д. При необходимости производят удаление сильноповрежденных и коррозированных участков (в основном несущих элементов кузова) с помощью резаков или газовых горелок, с последующей зачисткой мест срезов шлифовальными кругами, установкой и приваркой новых.
При наличии трещин и разрывов на поверхности из тонколистовой стали (толщиной не более 1 мм), их устраняют газовой сваркой с использованием проволоки Св-08, Св-15 (диаметром 1,5 мм), дна кабин грузовых автомобилей –Св0-08ГСА и С4в0-08Г2СА для электродуговой сварки. Затем проводят проковку сварочных швов с использованием молотков (в т.ч. пневмомолотков) и поддержек. После чего производят зачистку мест сварки шлифовальными кругами.
Затем производят окончательную правку внешних элементов кузова с использованием различного типа молотков, киянок (в т.ч. с резиновыми или нейлоновыми бойками), с применением с внутренней стороны наковален, плит, поддержек различного профиля; правочных рычагов с плоскими наконечниками различной формы (при правке узких, труднодоступных мест). Окончательную правку заканчивают выравниванием металлических поверхностей отрихтованных участков с помощью шлифования специальными кругами. В редких случаях, из-за высокой стоимости работ, используют наплавку оловянисто-свинцовыми припоями ПОС-18 или ПОС-30, с последующей зачисткой мелкозернистей шкуркой.
На АРЗ, для выравнивания поверхностей, иногда используют метод газопламенного напыления полимерных порошков, в виде термостойкой пластмассы (ТПФ-37), которая хорошо заполняет все неровности и легко шлифуется.
На практике применяют различные технологические методы и приемы правки (рихтовки) поврежденных поверхностей внешних элементов кузова, тем не менее выработались некоторые общие правила:
глубокие вмятины без острых загибов и складок начинают править с середины, постепенно перенося удары к краю;
вмятины с острыми загибами правят с острого загиба, а пологие вмятины - с края поврежденного участка панели, постепенно перенося удары к середине;
при окончательной правке, с использованием различных упоров с внутренней стороны, наносят правильным молотком по лицевой панели частые, несильные удары так, чтобы они попадали на поддержку и переносились с одной точки поверхности на другую, осаживая бугорки, а сильными ударами растягивают мелкие вмятины.
Зарубежные фирмы, с многолетним опытом по разработке и производству гаражного оборудования, выпускают широкий спектр самого различного оборудования и инструмента для проведения жестяницко-сварочных работ по ремонту кузовов, рам и кабин автомобилей.
3.7 В третьем разделе курсовой работы необходимо полностью разработать мероприятия по охране труда, технике безопасности и пожарной безопасности на соответствующем производственном участке, а также меры по охране окружающей среды при выполнении работ на участке, рассмотренном во втором разделе.
3.8 Заканчивается работа кратким обобщением всего изложенного материала, подчеркиваются основные вопросы, которыми занимался студент.
Если во введении ставилась цель и формулировались задачи, которые необходимо было решить, то в заключении приводятся основные результаты по каждой поставленной задаче. Завершается заключение выводами и предложениями. На последнем листе заключения студент ставит свою роспись и дату окончания работы. Образец написания заключения приведен в приложении Д.
Date: 2015-10-19; view: 806; Нарушение авторских прав