Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Вытачивание наружных канавок
|
|
1.1. Вытачивание канавок на наружных цилиндрических поверхностях.
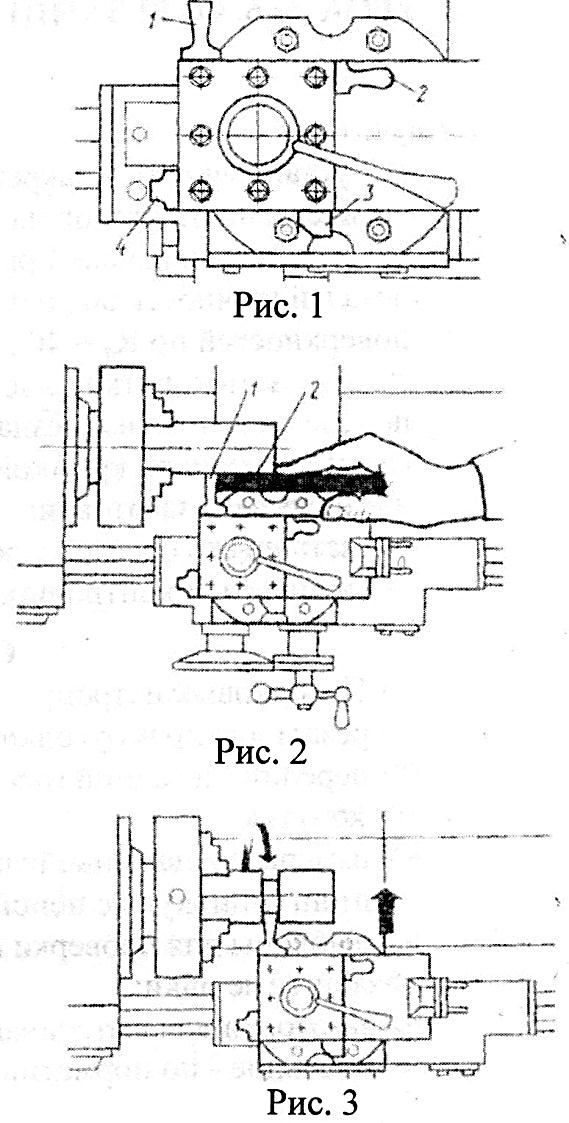
Подготовить и установить отрезные резцы
для вытачивания канавок (рис. 1). Канавки прямоугольного профиля вытачивать резцом 1, канавки для выхода шлифовального круга-резцом 3, канавки специального назначения - резцом 4, канавки полукруглые - резцом 2.
1.2.Настройка станка на требуемые режимы резания.
|
При выборе режима резания для вытачивания канавки за глубину резания принимается её ширина, полученная за один проход. Подача резца обычно выполняется вручную и принимается в небольших пределах - 0,1...0,2 мм/об. Скорость резания устанавливается несколько меньшая (на 15...20%), чем при продольном точении.
1.3. Вытачивание канавок шириной З...4мм прямоугольного сечения на гладкой цилиндрической поверхности.
Установить резец 1 (рис. 2) на заданном расстоянии от торцовой поверхности по линейке 2 или глубиномеру штангенциркуля, для чего торец линейки или глубиномер штангенциркуля упереть в правую вершину головки отрезного резца 1 и переместить его влево на заданный чертежом размер. Резец подать по лимбу винта поперечной подачи (рис. 3) на требуемую глубину канавки. При этом длина головки отрезного резца должна быть равна глубине канавки плюс 3...5 мм.
1.4. Измерение глубины или диаметра канавки.
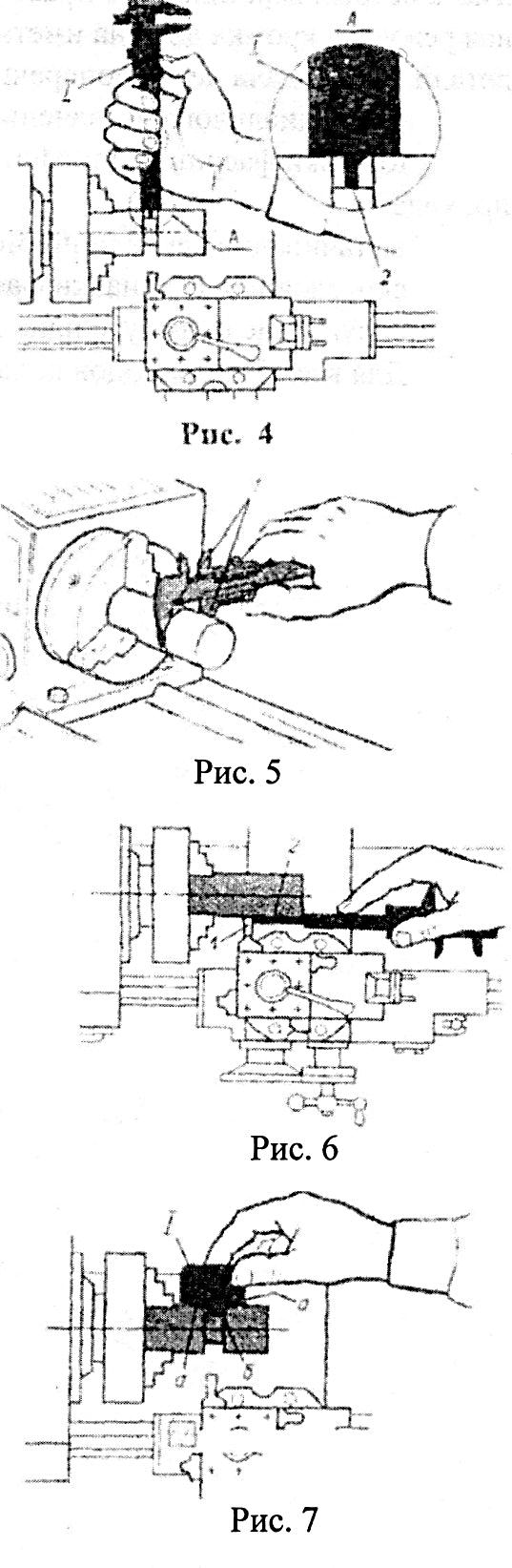
Измерить глубину канавки глубиномером 2 штангенциркуля 1 (рис. 4). Для определения глубины канавки (если она не обозначена на чертеже) следует взять полуразность диаметров, т. е. из диаметра поверхности, на которой протачивается канавка, вычесть диаметр внутренней поверхности канавки и разделить на два. Диаметр внутренней поверхности канавки измерить длинными губками 1 штангенциркуля (рис. 5).
1.5. Вытачивание широкой канавки.
Резец 1 (рис. 6) с правой стороны канавки
от торца детали установить измерительной линейкой или стержнем 2 глубиномера штангенциркуля. Выставить лимб винта поперечной подачи на "0", после чего набрать глубину, меньшую заданной чертежом на 0,5 мм (припуск для чистового рабочего хода).
Отвести резец на себя в исходное положение и измерить глубину канавки. Переместить резец влево и установить его на ширину канавки левой вершиной головки с помощью глубиномера штангенциркуля либо линейки. Подать резец по лимбу винта поперечной подачи на полную глубину канавки и, перемещая его слева направо, обработать канавку окончательно.
1.6. Измерение ширины и глубины прямоугольной канавки.

|
Измерять ширину и глубину канавки можно соответственно короткими губками и стержнем глубиномера штангенциркуля. При изготовлении подобных деталей большими партиями проверить размер канавок шаблоном 1 (рис. 7). Если выступ шаблона б вошёл вплотную в канавку, а его заплечики а упираются в поверхность детали, размеры канавки выдержаны.
1.7. Вытачивание канавок (любого профиля) на цилиндрической поверхности около
уступа.
На ступенчатых валах обычно канавки вытачивают в конце уступов. Поэтому резец соответствующего профиля установить против уступа и, если ширина резца соответствует ширине канавки, проточить её за один рабочий ход. Измерить размеры канавки так же, как и в предыдущих случаях.
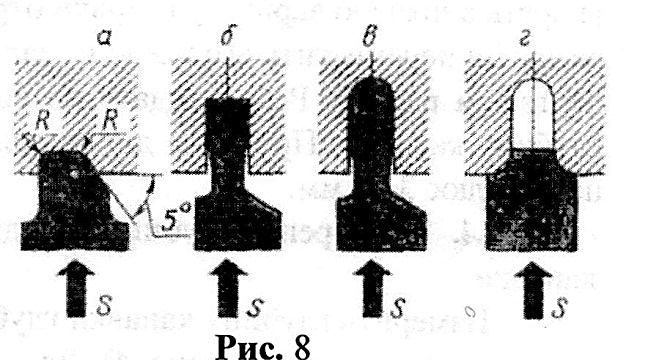
1.8. Вытачивание фасонных канавок.
а) Для выхода шлифовального круга (рис. 8, а).
При вытачивании канавки применить резец, изображённый на рисунке. Резец не должен иметь острых вершин, а его правая вспомогательная режущая кромка должна иметь наклон к оси детали 45°. Подача резца поперечная.
б) Специального назначения. Канавки фасонного профиля больших размеров (рис. 8, б-г) обрабатываются в три
прохода:
вытачивание канавки прямоугольного сечения (рис. 8, б);
скругление для канавки фасонным резцом (рис. 8, в);
|
скругление прямоугольных наружных выступов канавки фасонным резцом (рис. 8, г). Для всех 3-х проходов подача резца поперечная.
Date: 2015-09-23; view: 1604; Нарушение авторских прав