Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Оснащение урока. =>Станок модели 16К.20 или 1К62, комплекты принадлежностей и приспособлений; =>резцы проходные
|
|
=>Станок модели 16К.20 или 1К62, комплекты принадлежностей и приспособлений; =>резцы проходные, прямые правые;
=>отогнутые проходные резцы;
=>штангенциркуль с величиной отсчёта по нониусу 0,1 мм; =>измерительная линейка;
=>заготовки типа вала диаметром 30...40 мм и длиной 40...50 мм; =>защитные очки;
=>крючок для отвода и удаления стружки; =>шаблоны;
=>универсальный угломер для проверки углов резцов; =>мелкозернистый брусок из зелёного карбида кремния.
1. Подача резца на требуемую глубину резания и длину
обрабатываемой поверхности с отсчётом по лимбам
Определить число делений лимбов полной i п и продольной iпр подач, на которое необходимо повернуть лимбы при обработке заготовки по заданным размерам.
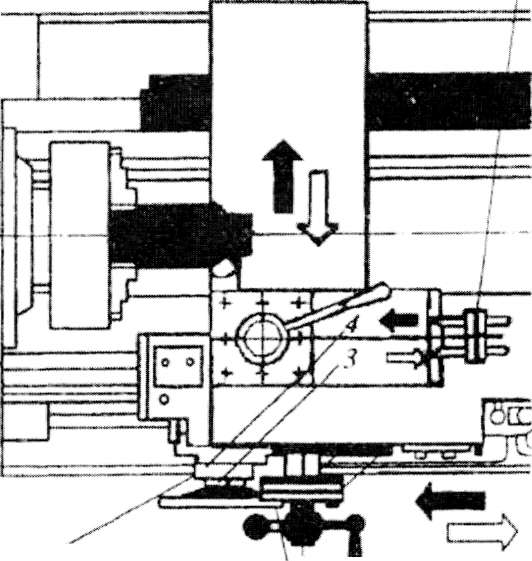
| Лимб поворотной части суппорта, одно деление = 0,05мм |
Пример. Обточить начисто предварительно обработанную
 заготовку диаметром D=42mm до окончательного диаметра d=41,2
заготовку диаметром D=42mm до окончательного диаметра d=41,2
мм на длину первой ступени l = 62 мм за один проход (рис. 1).
Цена деления лимба винта поперечной подачи 0,05 мм на диаметр. При повороте лимба поперечной подачи на одно деление резец-будет подан на глубину резания t=0,025 мм, а диаметр наружной поверхности уменьшается не на 0,025, а на 0,05 мм.
Поэтому для определения числа делений лимба iп необходимо разделить разность диаметров (D- d) до и после обработки на 0,05 мм или умножить на
20:
| Лимб поперечной подачи с танка 61К62;16К20 Одно деление -0,0505 мм но диаметр |


| Лимб продольной подачи Одно деление -=1,0 мм |
| Рис.1 |

или
делений
Если число делений лимба Sп больше числа делений на лимбе Sji, то нужно разделить
 чтобы узнать, на сколько полных оборотов и делений нужно повернуть лимб поперечной подачи. Например: D=62;d=50.
чтобы узнать, на сколько полных оборотов и делений нужно повернуть лимб поперечной подачи. Например: D=62;d=50.
 ,
,  ;т.е. 1 об. + 40 делений.
;т.е. 1 об. + 40 делений.
Число делений лимба винта продольной подачи Snp=62, т.к. цена одного деления лимба 3 равна 1 мм (рис.1), а длина ступени приведенном примере равна 62 мм.
2. Снятие пробной стружки
2.1. Установить и закрепить заготовку и
резец.
Заготовку 7040 мм (рис. 2) установить и закрепить в трёхкулачковом самоцентрирующем патроне с вылетом из кулачков 100... 120 мм. Резец проходной правый 2 установить в резцедержателе перпендикулярно оси обрабатываемой заготовки.
2.2. Включить вращение шпинделя, поставить резец в исходное рабочее положение.
Резец 2 (рис. 2) подвести ручной подачей к вращающейся заготовке 1 до соприкосновения вершины 3 резца с её поверхностью Переместить резец вправо так, чтобы его вершина находилась на расстоянии 8... 10 мм от торца заготовки (рис. 3).
2.3. Выключить вращение шпинделя.
|
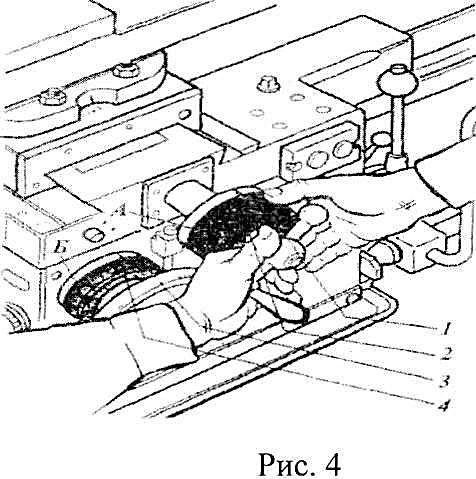
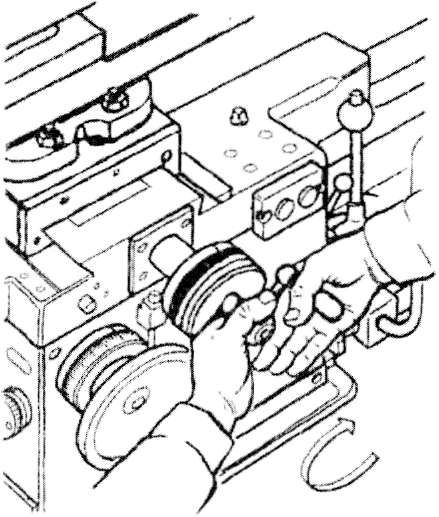
2.4. Подать резец на требуемую глубину резания по лимбу поперечной подачи. Левой рукой удерживать рукоятку винта, а правой повернуть кольцо 1 лимба до совпадения его нулевого штриха с риской 2 (рис. 4), на неподвижной втулке закрепить лимб стопорным винтом Л. Подать резец по лимбу поперечной подачи. Подать резец по лимбу на требуемое количество делений (рис. 5). Лимб вновь установить на нулевое деление.
2.5. Включить вращение шпинделя.
2.6. Обточить заготовку на длину 4...5 мм ручной подачей каретки суппорта.
После протачивания заготовки на заданную длину (рис. 6) отвести резец от обрабатываемой поверхности и переместить в исходное положение.
2.7.Выключить вращение шпинделя и измерить диаметр обточенной поверхности заготовки.
Если диаметр обточенной части заготовки получился больше требуемого размера, то скорректировать, на какое число делений лимба поперечной подачи нужно подать резец, чтобы получить нужный диаметр обрабатываемой поверхности.
После снятия стружки измерить диаметр обточенной поверхности. Так поступать до получения заданного размера.
2.8. Включить вращение шпинделя.
2.9.Обточить заготовку на длину 40...50 мм ручной подачей суппорта.
Для выдерживания заданной длины обрабатываемой поверхности продольный лимб 3 нужно установить нулевым штрихом против риски 4 (рис. 4), когда вершина резца будет находиться против торца заготовки или после касания режущей кромкой проходного упорного резца поверхности резца. Закрепить лимб стопорным винтом Б (рис. 4) Равномерно, с небольшой ручной продольной прямой подачей, перемещать каретку суппорта с резцом, выдерживая длину обтачиваемой поверхности.
Когда резец переместится на величину заданного размера, подачу каретки суппорта прекратить. Резец отвести от обрабатываемой поверхности на себя и переместить в исходное положение.
2.10. Выключить вращение шпинделя, электродвигатель; открепить и снять заготовку, резец и подкладки.
2.11. Привести в порядок рабочее место.
Крупную (вьющуюся) стружку удалить специальным крючком, мелкую стружку - щеткой
Date: 2015-09-23; view: 1596; Нарушение авторских прав