Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Автоматическая сварка под флюсом
|
|
При автоматической сварке механизированы все основные операции, непосредственно связанные с процессом сварки.
К ним относятся:
- зажигание сварочной дуги в начале процесса сварки;
- подача электродной проволоки в сварочную зону со скоростью ее плавления;
- поддержание устойчивого горения дуги в процессе сварки;
- перемещение электродной проволоки вдоль шва со скоростью сварки;
- защита жидкого металла сварочной ванны от вредного влияния кислорода и азота воздуха;
- заварка кратера в конце шва и окончание процесса сварки.
Отличительной особенностью процесса автоматической сварки под флюсом является то, что сварочная дуга горит не на открытом воздухе, а под слоем сыпучего зернистого флюса. Под действием тепла дуги расплавляется основной металл, электродная проволока и часть флюса, непосредственно прилегающего к зоне сварки. Высота слоя флюса на основном металле составляет 20-60 мм. Электродная проволока подается в зону сварки со скоростью ее плавления,0на плавится и переходит в шов в виде отдельных капель. Одновременно с этим проволока передвигается вдоль свариваемых кромок, в результате чего происходит процесс сварки. Существует несколько разновидностей сварки под флюсом, которые расширяют технологические возможности процесса, в основном, повышая производительность процесса рис.

Рис. Схема автоматической сварки под флюсом: а-однодуговая; б-двухдуговая; в-трехфазной дугой; г-двухэлектродная
Однако физическая сущность остается одной. Расплавленный флюс образует плотную эластичную оболочку – шллако-газовый пузырь. Поверх этого пузыря находится слой флюса. Шлако-газовый пузырь надежно защищает расплавленный металл от вредного воздействия кислорода и азота воздуха, а также предохраняет его от разбрызгивания. Флюс также может легировать расплавленный металл кремнием, марганцем и другими элементами. Флюс обладает ионизирующими свойствами и способствует устойчивому горению дуги.
Во шлако-газовом пузыре создается большое давление газов, которое оттесняет часть жидкого металла в противоположную сторону направления сварки. После остывания жидкого металла образуется сварной шов, покрытый затвердевшей коркой шлака. Прослойка жидкого металла между дугой и дном сварочной ванны обладает малой теплопроводностью, а поэтому величина ее оказывает большое влияние на глубину провара.
При автоматической сварке сварной шов состоит из 2/3 расплавленного основного металла и 1/3 электродного металла. Благодаря тепловой защите шлака и флюса сварной шов охлаждается медленно, поэтому условия протекания металлургических процессов при автоматической сварке более благоприятны, чем при ручной дуговой и газоэлектрической сварке Металл шва, полученного автоматической сваркой, как правило, свободен от всякого рода включений и имеет нужный химический состав.
При ручной дуговой сварке качественное выполнение сварных швов возможно только при высоком мастерстве сварщика. Получение качественных швов автоматической сваркой значительно проще. Автоматическая сварка требует от сварщика умения управлять автоматами и настраивать режимы сварки. Управление автоматами и их настройка довольно просты.
Контроль качества швов, выполненных автоматической сваркой упрощается так как он может осуществляться по настройке автомата и исходным материалам. При правильно выбранных режимах сварки и доброкачественных исходных материалах – флюсе, электродной проволоке, свариваемом металле – все швы будут иметь высокое качество. При ручной же дуговой сварке качество шва зависит, прежде всего, от квалификации рабочего.
При автоматической сварке сварщику не требуется защитных устройств, предохраняющих его от вредного воздействия, излучения сварочной дуги и брызг металла. Кроме того, сварщику не нужно наклоняться над местом сварки и дышать загазованным воздухом, как это происходит при ручной сварке. Это в большой степени облегчает, улучшает условия труда сварщика.
Высокая производительность при автоматической сварке достигается применением большой силы тока, сокращением машинного времени благодаря повышению скорости сварки, уменьшением количества наплавленного присадочного металла вследствие глубокого проплавления основного металла, повышением коэффициента наплавки до 14-30 г/Ач.
Как известно, производительность сварки (количество расплавляемого металла в единицу времени) прямо пропорциональна величине сварочного тока. При сварке под флюсом вылет электрода значительно меньше, чем при ручной дуговой сварке. Поэтому можно, не опасаясь перегрева электрода и отделения защитного покрытия, в несколько раз увеличить силу сварочного тока. Производительность сварки под флюсом в 5 — 20 раз выше, чем при ручной дуговой сварке. Плавление электродного и основного металла происходит под флюсом, надежно изолирующим их от окружающей среды. Флюс способствует получению чистого и плотного металла шва, без пор и шлаковых включений, с высокими механическими свойствами. Введение во флюс элементов-стабилизаторов и высокая плотность тока в электродах позволяют получить устойчивое горение дуги и на переменном токе. Работа на высоких плотностях тока в электроде позволяет производить сварку металла значительной толщины без разделки кромок. Практически отсутствуют потери на угар и разбрызгивание электродного металла. Процесс сварки почти полностью механизирован. Простота процесса позволяет использовать для обслуживания сварочных аппаратов сварщиков-операторов без длительной их подготовки. Механизированная сварка под флюсом по сравнению с ручной дуговой сваркой значительно улучшает условия труда сварщика-оператора, повышает общий уровень и культуру производства.
Зависимость коэффициентов наплавки и производительности сварки от силы тока и диаметра электродной проволоки показаны на рис. Расход флюса составляет 1,1 — 1,4 расхода электродной проволоки.
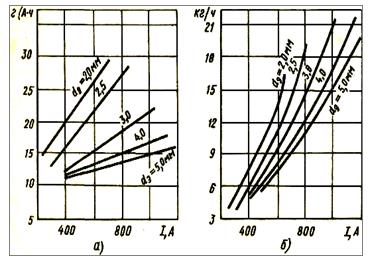
Рис.Зависимость коэффициента наплавки (а) и производительности сварки под флюсом (б) от силы сварочного тока и диаметра электрода; dЭ — диаметр электрода
Высокое качество сварного шва и следовательно сварного соединения достигается хорошей шлаковой защитой расплавленного металла от вредного влияния кислорода и азота воздуха, хорошим формированием и увеличением плотности металла шва, возможностью легирования шва и сведения к минимуму опасности непровара корня шва.
Экономия электроэнергии получается благодаря лучшему использованию тепла дуги и отсутствию потерь тепла при разбрызгивании металла. Экономия электродной проволоки происходит в результате отсутствия при автоматической сварке под флюсом потерь электродного металла на огарки при ручной дуговой сварке и угар и разбрызгивание при сварке в защитных газах.
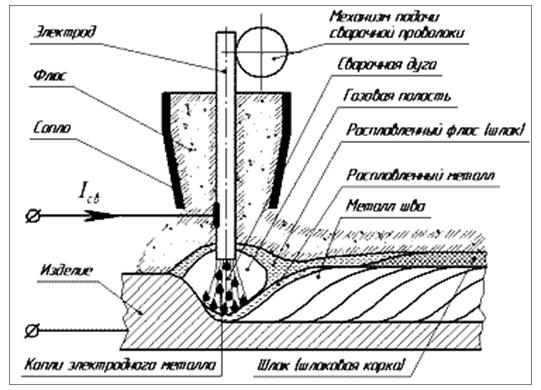
Рис. Схема автоматической сварки под флюсом
Расплавленный флюс образует плотную эластичную оболочку – шллако-газовый пузырь. Поверх этого пузыря находится слой флюса. Шлако-газовый пузырь надежно защищает расплавленный металл от вредного воздействия кислорода и азота воздуха, а также предохраняет его от разбрызгивания. Флюс также может легировать расплавленный металл кремнием, марганцем и другими элементами. Флюс обладает ионизирующими свойствами и способствует устойчивому горению дуги.
Во шлако-газовом пузыре создается большое давление газов, которое оттесняет часть жидкого металла в противоположную сторону направления сварки. После остывания жидкого металла образуется сварной шов, покрытый затвердевшей коркой шлака. Прослойка жидкого металла между дугой и дном сварочной ванны обладает малой теплопроводностью, а поэтому величина ее оказывает большое влияние на глубину провара.
Токоподводящий мундштук располагается близко от места горения дуги. Таким образом, длина электродной проволоки, по которой происходит электрический ток, очень невелика. Это позволяет при автоматической сварке применять большую силу тока. Благодаря этому производительность сварки повышается.
При автоматической сварке сварной шов состоит из 2/3 расплавленного основного металла и 1/3 электродного металла. Благодаря тепловой защите шлака и флюса сварной шов охлаждается медленно, поэтому условия протекания металлургических процессов при автоматической сварке более благоприятны, чем при ручной дуговой и газоэлектрической сварке Металл шва, полученного автоматической сваркой, как правило, свободен от всякого рода включений и имеет нужный химический состав.
При ручной дуговой сварке качественное выполнение сварных швов возможно только при высоком мастерстве сварщика. Получение качественных швов автоматической сваркой значительно проще. Автоматическая сварка требует от сварщика умения управлять автоматами и настраивать режимы сварки. Управление автоматами и их настройка довольно просты.
Контроль качества швов, выполненных автоматической сваркой, упрощается так как он может осуществляться по настройке автомата и исходным материалам. При правильно выбранных режимах сварки и доброкачественных исходных материалах – флюсе, электродной проволоке, свариваемом металле – все швы будут иметь высокое качество.
Date: 2015-09-02; view: 1020; Нарушение авторских прав