Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Сварка в среде защитных газов
|
|
При сварке в среде защитных газов электрическая дуга и расплавленный металл сварочной ванны защищены от атмосферного воздуха оболочкой из защитного газа. Разновидности способа дуговой сварки в защитных газах приведена на рис.
Дуговая сварка в защитных газах может быть выполнена плавящимся и неплавящимся (вольфрамовым) электродами.
Для защиты сварочной ванны при сварке в инертных газах в основном применяют аргон и реже гелий, вследствие его высокой стоимости.
Аргон обеспечивает хорошее формирование швов при сварке сталей неплавящимся электродом и при сварке плавящимся электродом алюминия и его сплавов. Гелий в сравнении с аргоном обеспечивает лучшую устойчивость горения дуги и большую глубину проплавления основного металла.
Сварка в смеси аргона (65 %) с гелием (35 %) обеспечивает глубокое проплавление основного металла, хорошее формирование металла шва, снижает разбрызгивание. Общая стоимость защитного газа значительно ниже по сравнению со сваркой в чистом гелии.
Сварка плавящимся электродом в инертных газах не находит широкого применения вследствие повышенного порообразования в металле шва. Причины образования пор при сварке в инертных 
 газах и их смесях следующие: повышенное содержание примесей в инертных газах; недостаточная защита расплавленного металла; повышенное содержание активных газов в основном металле и проволоке; недостаточное содержание элементов — раскислителей в сварочной проволоке; наличие влаги на поверхности свариваемых деталей и т. д.
газах и их смесях следующие: повышенное содержание примесей в инертных газах; недостаточная защита расплавленного металла; повышенное содержание активных газов в основном металле и проволоке; недостаточное содержание элементов — раскислителей в сварочной проволоке; наличие влаги на поверхности свариваемых деталей и т. д.
В качестве активных газов при сварке используют углекислый газ и его смеси с кислородом.
Кислород снижает содержание углерода в металле шва до более низкого уровня. Избыток кислорода в защитном газе приводит к образованию пор в металле шва, а также даже при достаточном содержании элементов-раскислителей увеличивает содержание кислорода в металле шва, снижая его механические свойства.
Азот по отношению к цветным металлам является инертным газом. При сварке низкоуглеродистых и высокоуглеродистых сталей применение азота в качестве защитного газа приводит к наличию пор в сварном металле шва.
При сварке в инертных газах электродную проволоку применяют, как правило, того же химического состава, что и свариваемое изделие.
При сварке в углекислом газе используют проволоки с повышенным содержанием раскислителей и легирующих элементов.
Сварка производится на постоянном токе прямой полярности. В качестве присадочного металла используется проволока из меди Ml.
Электродуговая сварка в среде аргона. Сварка в инертных газах может выполняться плавящимся и неплавящимся электродами. Сварка неплавящимся электродом производится как с присадочной проволокой, так и без нее. Сварку по отбортовке и встык металла малой толщины выполняют без присадочной проволоки.
Аргонодуговую сварку применяют при изготовлении конструкций из жаропрочных и коррозионно-стойких сталей, цветных металлов и сплавов.
Аргонодуговую сварку неплавящимся электродом производят на постоянном токе прямой полярности и переменном токе.
Для сварки неплавящимся электродом применяют вольфрамовые электроды диаметром 0,8 — 8 мм по ТУ ВМ2 —529 —57 и лантанированные вольфрамовые электроды по ВТУ В Л № 24 — 5 — 62. Диаметр электрода рекомендуется выбирать в зависимости от защитного газа и силы тока.

 При аргонодуговой сварке неплавящимся электродом высоколегированных сталей в качестве присадочного металла применяют электродные проволоки того же химического состава, что и основной металл. Сварка производится на постоянном токе прямой полярности.
При аргонодуговой сварке неплавящимся электродом высоколегированных сталей в качестве присадочного металла применяют электродные проволоки того же химического состава, что и основной металл. Сварка производится на постоянном токе прямой полярности.
Сварку алюминиевых и магниевых сплавов выполняют на переменном токе в целях разрушения окисной пленки.
Сварку титана и его сплавов, циркония, молибдена, тантала и других активных металлов рекомендуется выполнять на постоянном токе прямой полярности.
Принцип сварки с защитой гелия аналогичен принципу аргонодуговой сварки.
Техника ручной аргонодуговой сварки имеет свои особенности и выполняется без колебательных движений горелки в связи с возможностью нарушения защиты зоны сварки. Угол между осью горелки и плоскостью изделия составляет 75 — 80°. Угол между присадочным материалом и изделием соответственно 15 — 20°. Режим при сварке неплавящимся электродом выбирают в зависимости от толщины и химического состава свариваемого изделия. Для сварки неплавящимся электродом применяют специальные горелки.
Для ручной сварки алюминиевых сплавов применяются отечественные установки УДГ-300, УДГ-500 и др.
Сварка в углекислом газе. Сущность способа сварки в углекислом газе заключается в том, что электрическая дуга и расплавленный металл защищены от влияния кислорода и азота зоной защитного газа. Сварка в углекислом газе выполняется плавящимся электродами. Особенность сварки плавящимся электродом заключается в применении электродных проволок с повышенным содержанием элементов раскислителей (марганца, кремния и др.), компенсирующих их выгорание в зоне сварки.
Перед сваркой проволоку обезжиривают или очищают с помощью специальных абразивных устройств или металлической щеткой.
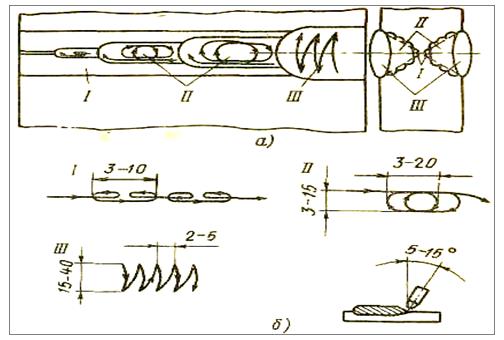
Техника сварки. Направленное движение сварочной горелки относительно сварного соединения, угол наклона горелки и расстояние от сопла до свариваемого изделия — все это объединяет понятие «техника сварки».
Характер движения горелки относительно сварного соединения находится в прямой зависимости от вида соединения, числа слоев и положения шва в пространстве.
Назначение движения горелки не только формировать шов заданных размеров, формы и сплавления электродного металла с основным, но и оказывать влияние на улучшение структуры металла шва. Особенно это должно учитываться при сварке высоколегированных сталей и сплавов, склонных к закалке.
Схема движения и размеры колебаний горелки при полуавтоматической сварке стыковых швов показаны на рис.
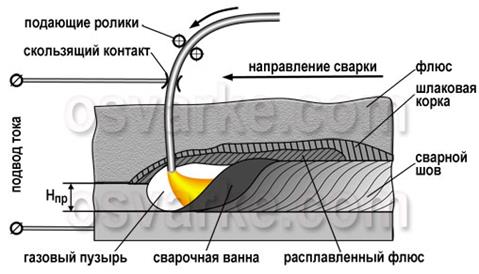
Сварка под слоем флюса
Date: 2015-09-02; view: 930; Нарушение авторских прав