Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Сравнительные характеристики способов сварки
|
|
Для решения технологической задачи, а именно разработки технологии сварки возможно применение ручной дуговой сварки покрытыми электродами, механизированной сварки под флюсом и в защитном газе. На рис. представлена схема ручной дуговой сварки покрытыми электродами. Однако у РДС много недостатков. РДС является менее производительным методом сварки по отношению к полуавтоматической (п/а) сварки в защитном газе и автоматической сварки под флюсом (АСФ). Для РДС характерен большой расход сварочных материалов и низкая производительность процесса сварки, этот метод, кроме того, самый неблагоприятный в экологическом отношении.
Ручная дуговая сварка.
Ручная дуговая сварка производится двумя способами: неплавящимся и плавящимся электродом. По первому способу свариваемые кромки изделия приводят в соприкосновение, между неплавящимся (угольным или графитовым) электродом и изделием возбуждают электрическую дугу. Кромки изделия и вводимый в зону дуги присадочный материал нагреваются до плавления и образуют ванну расплавленного металла, который после затвердевания превращается в сварной шов. Этот способ используется иногда при сварке цветных металлов и их сплавов, а также при наплавке твердых сплавов. Второй способ сварки, выполняемой плавящимся электродом, является основным при ручной дуговой сварке. Электрическая дуга возбуждается между металлическим (плавящимся) электродом и свариваемыми кромками изделия. Теплота дуги расплавляет электрод и кромки изделия.
Схема ручной дуговой сварки покрытым электродом
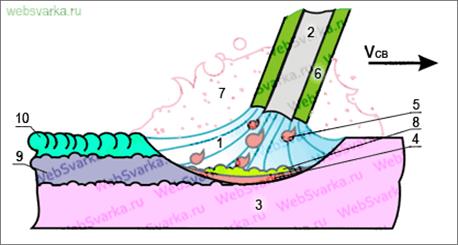
К электроду и свариваемому изделию для образования и поддержания сварочной дуги от источников сварочного тока подводится постоянный или переменный сварочный ток. Сварочная дуга (1) горит между металлическим стержнем электрода (2) и основным металлом (3) Под действием тепла дуги металл дуги электрода, покрытие электрода и основной металл расплавляется, образуя сварочную ванну (4). Капли жидкого металла (5) с торца расплавленного электродного стержня переносятся в ванну через дуговой промежуток. Вместе со стержнем плавится покрытие электрода (6), образуя вокруг дуги газовою защиту (7) и жидкую шлаковую ванну (8). По мере движения дуги, металл сварочной ванны затвердевает, образуется сварочный шов(9) и шлаковую корка(10) на поверхности шва. Глубина, на которую расплавляется основной металл, называется глубиной проплавления.
 |
Схема процесса ручной дуговой сварки с обозначением параметров сварочной ванны и сварного шва: L-длина сварочной ванны; H-глубина проплавления; e-ширина шва; q-выпуклость шва (усилениние)
· При ручной дуговой сварке, сварщик вручную подает электрод и вручную производится перемещение его по стыку.
· Сварка происходит на малых сварочных токах, следовательно, скорость сварки также будет мала, что явно скажется на производительности.
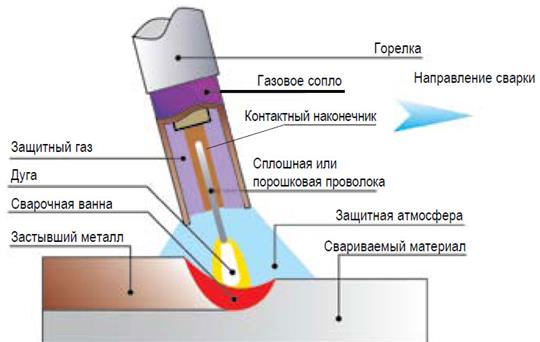
Полуавтоматическая сварка в (СО2)
Особенности и преимущества.
Основными преимуществами сварки в защитных газах являются:
1) отсутствие обмазок и флюсов, а, следовательно, и последующий необходимости очистки от шлаков;
2) высокая производительность процесса; 3)низкая стоимость при использовании углекислого газа (СО2);
3)возможность сварки разнообразных металлов и сплавов толщиной от десятых долей миллиметра до десятков миллиметров;
4)возможность наблюдения за открытой дугой, что облегчает управление процессом сварки;
5)широкие возможности механизации и автоматизации процесса.
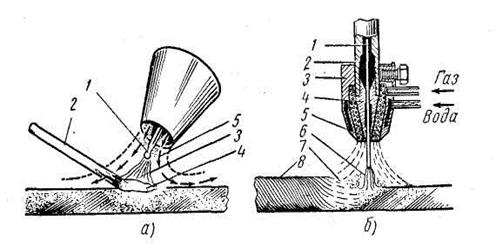
Дуговая сварка в среде защитных газов
Сварка в защитных газах:
а-неплавящимся электродом, б-плавящимся электродом
Сварка в защитных газах:
а-неплавящимся электродом, б-плавящимся электродом
Date: 2015-09-02; view: 2206; Нарушение авторских прав