Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Садово-огородные инструменты
|
|
Садово-огородный инструмент предназначен для обработки почвы, ухода за деревьями и ручной уборки урожая (рис. 6).
Инструменты для обработки почвы: лопаты, грабли, мотыги, рожковые рыхлители, полольники, культиваторы и мелкий инструмент для обработки почвы.
Лопаты изготовляют из углеродистой конструкционной стали методом холодной штамповки. Лопаты по назначению подразделяются на копальные, песочные, угольные.
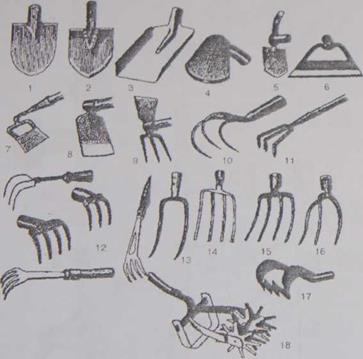
Рисунок 6 - - Садово-огородный инвентарь Лопаты: 1 - копальная; 2 - садовая; 3 - песочная; 4 - кетмень. Мотыги: 5 - кирка-мотыга; 6 - универсальная; 7- полольная;
8 - для окучивания; 9 - вилка-мотыга.
Рыхлители: 10 - обыкновенный; 11 - типа «кошка»; ] 2 - для мелких работ. Вилы: 13 - двухрожковые; 14 — четырехрожковые копальные; 15- то же, навозные; 16 - трехрожковые сенные; 17- рыхлитель-бородавчик; 18 - то же, с полольником
Копальные лопаты по форме полотна бывают четырехугольные, полукруглые, остроконечные. Четырехугольные лопаты применяют для обработки мягкого фунта, полукруглые — фунта средней твердости и остроконечные - для твердого фунта.
Песочные лопаты имеют полотно в виде совка.
Угольные лопаты отличаются от песочных большей глубиной совка.
Грабли могут быть цельноштампованными или со вставными зубьями, с длиной колодки 300-480 мм.
Мотыги, полольники и культиваторы применяют для разрыхления почвы, окучивания растений и удаления сорняков. Мотыги бывают односторонними и двусторонними. Двусторонние мотыги имеют дополнительно рожковый рыхлитель.
Рыхлители — инструменты, имеющие несколько зубьев для разрыхления земли и удаления сорняков. Рыхлители могут иметь короткую металлическую ручку или трубку для насаживания деревянной державки.
Инструментами для уборки урожая являются косы, серпы и вилы.
Косы состоят из полотна, носика, обушка и пятки.
Серпы имеют металлическую рабочую часть и хвостовик, на который насаживают деревянную ручку. Лезвие серпа имеет насечку. На 1 см длины приходится около 10-12 зубцов. Серпы изготовляют из стали У 7, У7А или качественной конструкционной стали марок 60 и 65.
Вилы по назначению бывают сенные, скирдовальные, навозные, свекловичные, картофельные, садово-огородные. Все вилы, кроме свекловичных и картофельных, имеют заостренные концы рогов. Длина рогов в зависимости от их типа может быть 250-350 мм.
Инструменты по уходу за деревьями. К садовому инструменту относятся секаторы, сучкорезы шестовые, ножи прививочные, ножи садовые и др.
Секаторы представляют собой садовые ножницы, их применяют для стрижки кустарников и удаления мелких сухих веток. Для лучшего захвата веток лезвия изогнуты (серповидные). Между ручками секатора установлена пружина для облегчения работы.
Сучкорезы шестовые состоят из подвижного и неподвижного ножей (1 пружины, которая удерживает ножи в раскрытом состоянии и трубки для насаживания шеста.
Прививочные (копулировочные) ножи — это однолезвийные складные ножи, которые на обушке клинка имеют выступ, представляющий собой прививочную бородку.
Садовые ножи представляют собой одно предметные ножи с серповидным изогнутым клинком. Они различаются размерами: М-1 — большой нож, М-2 — средний и М-3 — малый.
Садовые пилы применяют для резки сухих веток большого размера. Эти пилы бывают двух видов — лучковые и ножовки.
Ножи секаторов, сучкорезов, клинки садовых ножей изготовляют в основном из легированных сталей марок 9Х. 8ХФ. 85 ХФ.
Приборы и приспособления для окон и дверей В эту группу включают металлические изделия, применяемые для оснащения окон и дверей при строительстве и ремонте жилых зданий (рис. 7).
В качестве материалов, применяемых для производства приборов для окон и дверей, служат углеродистые стали обыкновенного качества, качественные конструкционные стали, нержавеющие стали, деформируемые и литейные сплавы алюминия, серые чугуны, цинковые и магниевые сплавы, латуни. При изготовлении применяют штамповку, ковку, литье, обработку рез
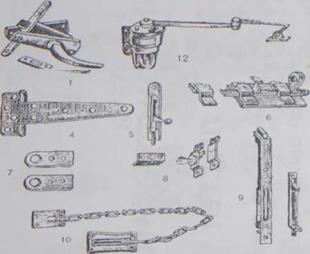 |
Рисунок 7 – приборы и приспособления для окон и дверей
1 - петля пятниковая; 2 - петля шарнирная фасонная, 3 - петля полу шарнирная; 4 - петля типа стрела; 5 - задвижка оконная; 6 - задвижка дверная с кольцом; 7 - пробои дверные (ушки), 8 - завертка форточная;
9 - цепочка дверная; 10 - шпингалеты дверные, 11 - защелка дверная с механизмом дополнительного запирания; 12 - закрыватель дверной с гидравлическим амортизатором
Для защиты от коррозии их покрывают никелем, хромируют, окси дируют. фосфатируют. Применяют также лакокрасочные покрытия. Некоторые изделия украшают пластмассами, фарфором, стеклом, древесиной и другими материалами.
По назначению приборы для окон и дверей подразделяют на следующие виды: ручки, оконные завертки, петли, защелки, шпингалеты, замки и вспомогательные приборы.
Ручки могут быть дверными, оконными, для встроенных шкафов, замков и защелок. По конструкции изготовляют ручки-скобы, ручки-кнопки и фалевые ручки.
Ручки изготовляют методом штамповки из углеродистых сталей и деформируемых сплавов алюминия. Для рукояток ручек применяют фарфор, стекло, пластмассы, древесину твердых пород. Ручки или детали ручек из углеродистой стали никелируют, хромируют, покрывают лаком, а из алюминиевых сплавов — полируют. Типы и основные размеры ручек должны соответствовать стандартам.
Ручки-скобы имеют овальную, изогнутую или сборную рукоятку, состоящую из металлических стоек и пластмассового пли деревянного валика. Основания рукояток закрепляют на лапках для крепления ручек к окнам или дверям.
Ручки-кнопки производят на лапках или на лапках со сквозным стержнем. Используют их для внутренних дверей жилых помещений.
Фалевые ручки имеют Г-образную форму. Изготовляют их на планке и на лапке. Фалевые ручки на планке входят в комплект врезных фалевых цилиндровых или сувальдных врезных защелок без дополнительного запирания и с дополнительным запиранием. Для изготовления ручек применяются чугун, сталь или алюминиевые сплавы.
Петли ставят на окна, двери, форточки и фрамуги. По конструкции они бывают накладные, врезные, пружинные и рояльные. Накладные и врезные петли могут быть противосъемные и универсальные.
Петли состоят из двух карт, шарнирно-соединенных на стержне. Карты изготовляют посредством штамповки из листовой углеродистой стали обыкновенного качества марок Ст2, СтЗ, Ст2кп, СтЗкп; стержни — из прутковой углеродистой стали. Мебельные петли получают из латуни Л63, Л68. Для защиты от коррозии используют хромирование, никелирование, оксидирование, нанесение лакокрасочных покрытий; латунные петли полируют. Типы и основные размеры петель для окон и дверей должны соответствовать стандартам.
Запирающие приборы служат для запирания дверей, окон, форточек без применения стационарных замков. Изготовляют их с использованием механической обработки из углеродистых сталей обыкновенного качества. Лицевые поверхности покрывают никелем, хромом, цинком, при этом в качестве подслоя используют медь.
Ассортимент запирающих приборов включает в себя шпингалеты, задвижки, защелки, крючки.
Шпингалеты применяют для удерживания в неподвижном состоянии створок дверей или створок окон. Дверные шпингалеты продаются парами. Они бывают накладные и врезные.
Накладные шпингалеты используют для створок окон а врезные — для
двухпольных дверей.
Для форточек применяют накладные завертки. Для створок окон и балконных дверей применяют накладные задвижки.
К вспомогательным приборам относятся пружины, фиксаторы, угольники, дверные цепочки.
Пружины применяются для автоматического закрывания дверей. Фиксаторы — для фиксирования окон в открытом состоянии. Угольники — для придания жесткости оконным рамам и дверям. Дверные цепочки используются для неполного открывания дверей.
Замки — это особые устройства, предназначенные для запирания деревянных и металлических дверей в помещениях, дверей сейфового типа, ящиков, дверей автомобилей и др. (рис. 8).
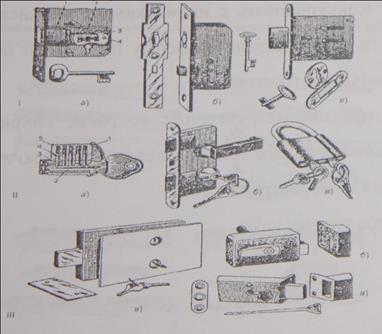
Рисунок 8 - Ассортимент замков
I — сувальдные: а — схема устройства механизма 1 - засов, 2 - пружины сувальд, 3 - сувальды, 4 - оси сувальд, б - дверной врезной с засовом и катком; в-то же, без катка,
II— с цилиндровым механизмом (дисковые): а - схема устройства 1 - корпус, 2 - сердечник, 3 - штифты в сердечнике, 4 - то же, в корпусе, 5 - пружины, б - дверной врезной с защелкой, в - висячий с двумя дисками;
III— прирезные: а- гаражный, с дисками, б - дверной замок-задвижка пружинный, в- замок-задвижка дверной пружинный
В зависимости от конструкции замки бывают сувальдные, с цилиндровым механизмом и бессувальдные. По способу крепления замки подразделяют на врезные, накладные и висячие. Некоторые типы замков снабжены наборным цифровым, буквенным, пластинчатым или шайбовым механизмами.
Сувальдные замки имеют засов со стопорным устройством, состоящим из нескольких плоских пластинок сложной формы, — сувальд. Пластинки различных размеров обычно с фигурным вырезом посередине, в котором может передвигаться стойка засова.
Секретность сувальдных замков зависит от количества сувальд, их формы, расположения, а также контуров ключевины.
Современные врезные и накладные сувальдные замки изготовлены из высокопрочных материалов, некоторые из них оснащены бронена-кладкой, защищающей механизм от высверливания, имеют антикоррозийное покрытие н 250 тыс. секретов.
Накладные сувапьдные кодовые замки вырабатываются с комплектом тяг и оснащены дополнительным кодонаборным механизмом. Замок обеспечивает более 500 тыс. секретов.
Врезные замки с цилиндровым механизмом могут быть двусторонними, т. е. открываемые ключом как с наружной, так и с внутренней стороны двери, и односторонними, которые с наружной стороны открывают с помощью ключа, а с внутренней — поворотной ручкой.
Современные цилиндровые и дисковые замки комплектуются двумя фа- левыми ручками. Защитный кожух дискового механизма и засов изготовлены из стали с поверхностной закалкой. Корпус замка оцинкован, планки никелированы.
Дисковый врезной замок имеет 120 тыс. вариантов секретов.
Висячие замки состоят из металлической коробки и дужки, исполняющей роль контрпланки врезных замков.
По конструкции механизма засова висячие замки бывают сувальдные, бессувальдные, с цилиндровым механизмом, секретные с шифром.
Корпус замков изготовлен из чугуна и стали с антикоррозийным порошковым покрытием.
Замки и защепки в зависимости от типа укомплектовывают запорными планками, фалевыми ручками, накладками для цилиндрового механизма, розетками для цилиндрового механизма, розетками для постоянных ключей, постоянными ключами, винтами, шурупами для крепления. Замок должен быть укомплектован пятью ключами.
Ножевые товары, приборы и приспособления
В группу ножевых товаров, приборов и приспособлений входят ножи, ножницы, столовые приборы, кухонные наборы и принадлежности. Для изготовления ножевых товаров и столовых приборов используют углеродистые и нержавеющие стали, сплавы цветных металлов, древесину, пластмассы.
Ножи в зависимости от назначения бывают столовые, хозяйственные, гастрономические, ремесленно-промысловые, кабинетные. Они состоят из клинка и ручки, которые могут иметь различную форму и изготовляться из разных материалов.
Внутри функциональных подгрупп ножи делят по материалу клинка (из углеродистой и нержавеющей стали).
По материалу ручки (металлическая, деревянная, пластмассовая)
По характеру соединения клинка и ручки (цельнометаллические и с ручкой всадной или склепанной).
По форме клинка (прямой, прямой с выемкой, с расширением) и ручки (овальная, прямоугольная).
По виду отделки ручки (гладкая, с гравировкой).
По размерам (большие, крупные, малые).
Столовые ножи делят также по типам — удлиненные, с укороченным клинком.
Складные ножи группируют по количеству лезвий и предметов — одно-, двух- и многопредметные.
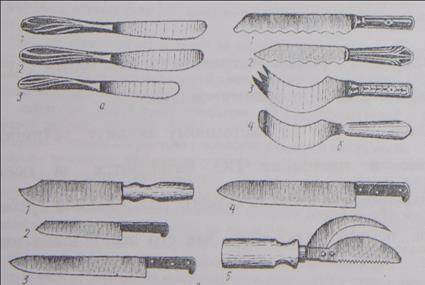
Рисунок 9 - Ассортимент ножей а — столовые: 1 — клинок с насечкой, 2 — клинок без насечки, 3 — десертный, клинок с насечкой; б —буфетные: 1 — нож-пила для хлеба, 2 — нож для лимона, 3 —нож- вилка для сыра, 4 — нож для масла; в — хозяйственные: 1 — хлеборезный, 2 — малый кухонный, 3 — средний кухонный, 4 — большой кухонный, 5 — нож для чистки рыбы
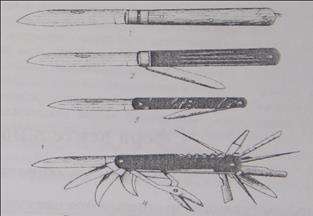
Рисунок 10 – Ножи складные
1- Однолезвинный с деревянной ручкой;
2- 2-двухлезвийный (однобочковый);
3- 3 –двухлезвийный (сконцовый);
4- 4- многопредметный
Вилки по назначению бывают столовыми и кухонными. Изготовляют цельнометаллические большие столовые вилки (длиной 200-215 мм), десертные (длиной 160-180 мм) и детские (длиной 145-155 мм), вилки с четырьмя узкими рожками.
Кухонные транжирные вилки имеют два длинных рожка.
 Цельнометаллические вилки и рожки составных вилок изготовляют горячей или холодной объемной штамповкой, а изделия из нержавеющих сталей, цветных металлов и сплавов — холодной листовой штамповкой.
Цельнометаллические вилки и рожки составных вилок изготовляют горячей или холодной объемной штамповкой, а изделия из нержавеющих сталей, цветных металлов и сплавов — холодной листовой штамповкой.
Клинки ножей, цельнометаллические ножи, половинки ножниц, вилки из углеродистых сталей никелируют или хромируют. Ремесленные, хозяйственные и гастрономические ножи шлифуют.
Изделия из нержавеющей стали выпускают только полированными. Полируют также ложки и вилки из сплавов алюминия.
Ложки изготовляют из тех же металлов, которые применяются для производства ножей и вилок.
По назначению ложки бывают столовые, десертные, детские, чайные, кофейные, для заварки чая, салатные, для горчицы, соли, варенья, мороженого, сахара, разливательные, соусные.
Ручки ножей, вилки и ложки из мельхиора и нейзильбера покрывают серебром, серебром с чернением, реже — золотом. Ручки ножей, вилок и ложек изготовляют гладкими, с окантовкой, украшают орнаментом или штампованным рельефом. Деревянные ручки пропитывают олифой и лакируют.
Кроме одиночных ножей, вилок и ложек выпускают наборы ножей и столовых приборов.
Задание 2. Изучить основные способы формования и отделки МХТ, их отличительные признаки.
При производстве металлотоваров осуществляют различные технологические операции и процессы: получение заготовок, их обработка различными механическими способами, термическая и химико-термическая обработка, создание защитно-декоративных покрытий.
Литье является наиболее распространенным и технологичным способом получения изделий сложной конфигурации.
Обработка методами пластической деформации включают в себя процессы штамповки, прессования, ковки, глубокой вытяжки, волочений, гибки и др.
Обработка резанием заключается в снятии режущим инструментом припуска, в результате чего заготовка приобретает необходимую форму и размеры. Наиболее распространенными способами являются опиливание, точение, фрезерование, сверление, строгание, зубонарезание.
Термическая и химико-термическая обработка заключается в операциях нагревания, выдержки и охлаждения с определенной скоростью изделий с целью придания им необходимых физико-химических свойств. Химико- термическая обработка позволяет изменить состав, структуру и свойства заготовки - твердость, износостойкость, пластичность, коррозионную устойчивость и другие показатели.
В процессе производства изделий из металлов используют следующие виды отделки: шлифование и полирование, крацовку, галтовку, притирку, хонингование для удаления шероховатостей и неровных поверхностей.
К основным способам декорирования относят следующие: чеканка; гравировка; золочение;.серебрение, филигрань, живопись, покрытие чернью, трафарет, деколь идр.
Гравировка - нанесение рисунка с помощью режущего инструмента;
Чеканка - получение рельефного рисунка на поверхности тонкостенных изделий с помощью штампов или прессов;
Филигрань — закрепление на поверхности изделия узоров из проволоки;
Чернь — сплав из сернистых соединений металлов (серебра, меди и др), заполняющий углубления гравированной поверхности;
Золочение и серебрение - нанесение соответствующих покрытий различными способами (облуживанием, напылением, гальванопластикой и др.).
Зачастую многие украшения комбинируют и дополняют другими: эмалированием, оксидованием, полированием, инкрустацией, художественной ковкой, морозными узорами и т.д.
Зашита от коррозии и биоповреждений металлоизделий осуществляется многими разнообразными способами, среди которых выделяют следующие:
легирование (изменение состава металлов) - относят к наиболее эффективному и экономичному способу зашиты. Рафинирование, (очистка от примесей) и модифицирование (внесение специальных соединений и присадок) также повышают коррозийную стойкость;
термическая и термохимическая обработка и полировка - придают металлам однородность, что повышает устойчивость к коррозии;
защитные покрытия - могут быть металлическими (цинк, хром, никель, олово, алюминий, медь, серебро, золото и др.) и неметаллическими (силикатные эмали, лаки, краски, полимерные материалы, смазки, оксидные пленки);
гальваническая обработка - заключается в покрытии изделия другим металлом - прожектором, защищающим основной металл. Нанесение покрытий проводят в гальванических ваннах посредством пропускания постоянного г электрического тока через электролиты (растворы солей металлов);
электрохимическая защита от коррозии - проводится с помощью протектора - металла, имеющего более электроотрицательный потенциал, чем потенциал защищаемого металла изделия в определенной коррозионной среде.
рациональное конструирование - не допускает применения и взаимодействия
несовместимых металлов, создающих гальваническую пару в изделии, что снижает
вероятность возникновения электрохимической коррозии, либо сводит ее к минимуму.
Отсутствие в изделии выпуклостей и шероховатостей, острых углов и зазоров,
труднодоступных мест также снижает вероятность возникновения и скорость коррозии.
Задание 3. Изучить ассортимент металлической посуды
Металлическую посуду классифицируют по следующим признакам:
-по назначению пищевую и непищевую;
Пищевая в свою очередь делится на кухонную (кастрюли, сковороды, чайники, кофейники, цедилки, самовары, тазы для варенья, чудо-печи, котлы, горшки и др.) и столовую (блюдца, миски, тарелки, подносы, молочники, кувшины, сливочники, сахарницы, вазы столовые, соусники,икорницы и др).
Непищевую посуду- используют для стирки, хранения и переноса непищевой продуктов и различных. хозяйственных нужд (банки, баки, канистры, лейки, ведра, бидоны; ковши, ущаты и др.);
-в зависимости от металла. способа изготовления и вида защитно-декоративного покрытия;
-чугунную (черную и эмалированную);
-стальную (эмалированную, оцинкованную луженую, крашеную):
-из коррозионностойкой (нержавеющей) стали;
-алюминиевую (листовую и литую);
-из сплавов на основе меди (латунная; мельхиоровая (МН); нейзильберовая (МНЦ); бронзовая;
-по способу изготовления - сшивкой, литьем, давлением (штамповка, вытяжка, выдавливание);
-по комплектности - штучная и комплектная;
-по размерам:
-по форме.
Отделка металлической посуды включает в себя особенности обработки ее поверхности и применение различных видов украшений.
С ассортиментом металлической посуды знакомятся по следующим группам: чугунная (чугунная и эмалированная), стальная, алюминиевая, посуда из сплавов на основе меди (латунь, бронза, мельхиор, нейзильбер).
Металлическую посуду распознают по виду материала, способу изготовления защитного покрытия, характеру отделки. Материал (сплав металла), из которого изготовляют посуду, распознают по цвету, его оттенку, массе изделия. Например, для посуды из первичного алюминия характерен серебристо-белый цвет, посуды из вторичного алюминия - сероватой оттенок. Стальная посуда, обладающая таким же светло-серым цветом, отличается от алюминиевой большей массой.
Металлическую посуду изготовляют следующими основными способами: литьем, сшивкой, давлением (штамповка, вытяжка, выдавливание). Металлическую арматуру (ручки, ушки) присоединяют с помощью точечной электроконтактной сварки, методом заклепок и винтов; кроме того, посуда может быть со съемными ручками.
Способом литья делают изделия из чугуна, вторичных алюминиевых сплавов, бронзы. Литая посуда отличается от штампованной большей толщиной стенок, наличием на внешней поверхности изделия следов литников, выпоров, заливов в местах разъема форм.
Отличительным признаком сшивной посуды является наличие швов в местах соединения деталей. Посуда, сделанная методом давления, имеет значительный радиус закругления в местах перегиба корпуса изделий. Для поверхности таких изделий характерно отсутствие швов.
Виды защитного покрытия, используемые при изготовлении металлической посуды, распознают по внешним признакам, изложенным выше. Отделка металлической посуды включает в себя особенности обработки ее поверхности и применение различных видов украшений.
Для улучшения внешнего вида изделия его подвергают травлению, шлифованию, крацованию, полированию до зеркального блеска, а также покрывают изнутри и снаружи белой и цветной эмалями, реже используют золочение и серебрение. Кроме этого стальную эмалированную посуду украшают фоторазделкой, тонированием, пульверизацией (распыловкой), - нанесением цветных полос, трафарета, декалькоманией. На посуду из мельхиора и нейзильбера наносят рисунки штамповкой, гравировкой, чеканкой.
Наименование и назначение изделий определяют сравнением образцов с рисунками в каталогах и альбомах.
Дефекты металлической посуды.
Качество металлической посуды определяют в зависимости от наличия дефектов изготовления (следы гофр при штамповании, отсутствие герметичности из-за пористого металла в литой посуде, заусеницы, царапины, вмятины) и дефектов покрытия (отставание эмали, цек- волосяные трещины, пузыри, недостаточная белизна эмали).
Возможные допустимые и недопустимые дефекты для каждого вида металлической посуды исследуют по образцам или рисункам образцов, используя данные нормативной документации (ГОСТ 20558-82Е «Изделия посудохозяйственные стальные оцинкованные. ОТУ», ГОСТ 24308-80 «Посуда и приборы столовые из мельхиора, нейзильбера с серебряным или золотым покрытием. ОТУ», ГОСТ 17151-81 «Посуда хозяйственная из листового алюминия. ОТУ», ГОСТ 24788-2001 «Посуда стальная хозяйственная эмалированная. ОТУ», ГОСТ 27002-86Е «Посуда из коррозионной стали. ОТУ», ГОСТ Р «Приборы столовые и принадлежности кухонные из нержавеющей стали. ОТУ», ГОСТ Р 52223-2004 «Посуда стальная эмалированная с противопригорающим покрытием. ОТУ».)
При этом следует отметить не только причины возникновения дефектов, но и указать их принадлежность той или иной группе (например, дефекты материала, защитного покрытия, способа изготовления и т.д.).
Используя изделия металлической посуды, предлагаемые преподавателем, студенты выполняют задание 3 и результаты оформляют в виде таблицы 20 (на примере 8-10 образцов).
Таблица 20 - Ассортимент и качество металлической посуды
|
| Задание 4. Изучить показатели качества металлической посуды н методику их определения. Провести комплексную оценку качества металлической посуды. |
Основными показателями качества МХТ и металлической посуды являются: твердость, ударная вязкость, прочность сцепления покрытия с основным металлом, толщина покрытия, пористость покрытия, белизна эмали, термическая устойчивость эмали, химическая устойчивость эмали и др. Методики определения некоторых из указанных выше показателей качества необходимо изучить по учебной литературе и законспектировать в тетрадь.
Комплексную оценку потребительских свойств проводят по показателям функциональных, эргономических, эстетических свойств. Соотношение между группами свойств определяется коэффициентом весомости (таблица 21).
Таблица 21 - Коэффициенты весомости показателей качества металлической посуды_ -
|
Оценка изделий проводится по пятибалльной системе. Результаты комплексной оценки оформляют в виде таблицы 22.
Таблица 22- Результаты комплексной оценки металлической посуды
| Наименование потребительских свойств и показателей качества | Результаты ранжирования показателей качества | Коэффициенты весомости показателей качества | Балловая оценка | Комплексный показатель |
| 1. Функциональные свойства | ||||
| 1.1.Исключение пригорания (толщина дна, наличие покрытия) | ||||
| 1.2. Полнота использования подводимого тепла(соответствие объема и площади днища, формы) | ||||
| 1.3. Использование для разных режимов обработки пищи(варка в воде, на пару) | ||||
| 1.4. Наличие высокой крышки, конденсирующей влагу | ||||
| 1.5. Возможность использования крышки как сковороды | ||||
| 1.6. Возможность регулирования парообразования | ||||
| 2. Эргономические свойства | ||||
| 2.1. Исключение травмирование паром | ||||
| 2.2. Удобство регулирования парообразования | ||||
| 2.3. Исключение выплескивания жидкости, наличие прозрачной крышки | ||||
| 2.4. Удобство выгрузки при сливе продукта | ||||
| 2.5. Удобство очистки и мытья | ||||
| 2.6. Удобство хранения (комплексность. наличие съемных ручек) | ||||
| 3. Эстетические свойства | ||||
| 3.1. Соподчиненность частей изделия и целого | ||||
| 3.2. Согласованность формы с декоративной отделкой | ||||
| 3.3. Тщательность исполнения формы в целом и ее элементов | ||||
| 3.4. Качество защитно-декоративной отделки | ||||
| 3.5. Четкость исполнения знаков и сопроводительной документации | ||||
| Итого |
Контрольные вопросы:
1. Расскажите классификацию ассортимента металлохозяйственных товаров (МХТ) и ассортимента металлической посуды.
2. На какие группы делятся инструменты по назначению?
3. Перечислите основные разновидности пил.
4. Чем отличаются плоскогубцы, пассатижи и комбинированные плоскогубцы?-
5. Как отличить по внешним признакам цилиндровый замок от сувальдного?
6. Перечислите основные способы производства МХТ, раскройте сущность некоторых из них
7. Какие способы декорирования МХТ Вы знаете? Расскажите технологию отдельных способов.
8. Какие показатели качества металлической посуды Вы знаете?
9. Расскажите методику определения некоторых показателей качества металлической посуды.
10. В чем сущность комплексной оценки потребительских свойств металлической посуды?
ЛАБОРАТОРНОЕ ЗАНЯТИЕ №8
ТЕМА: «КЛАССИФИКАЦИЯ АССОРТИМЕНТА МЕБЕЛЬНЫХ ТОВАРОВ, ОСНОВНЫЕ ПОКАЗАТЕЛИ КАЧЕСТВА И МЕТОДИКА ИХ ОПРЕДЕЛЕНИЯ».
Цель работы: ознакомиться с классификацией ассортимента мебельных товаров и ассортиментом мебели; изучить основные способы производства и отделки мебели; освоить методику определения некоторых показателей качества мебельных товаров; провести комплексную оценку потребительских свойств мебели.
Материалы и пособия для работы: каталоги, образцы отделочных материалов и изделий.
Порядок выполнения и оформления работы
Задание 1.Изучить ассортимент мебельных товаров.
Ассортимент мебели характеризуется большой сложностью и разнообразием. Весь ассортимент мебели классифицируют по следующим показателям, назначению, способу производства, по применяемым материалам, видам изделий, по комплектности, по степени мягкости, по особенностям конструкции, по отделке и др.
Мебель классифицируется по следующим признакам:
По эксплуатационному назначению мебель подразделяется на бытовую и для общественных помещений. Первая группа включает мебель для общей комнаты, спальни, столовой, гостиной, кабинета, детскую и юношескую, кухонную, для прихожей, ванных комнат, дачную. Номенклатура второй группы включает мебель медицинскую, лабораторную, для дошкольных учреждений, учебных заведений, общежитий, предприятий торговли и общественного питания, для гостиниц, театрально-зрелищных предприятий, библиотек и читальных залов, спортивных сооружений, административных учреждений, предприятий связи.
По функциональному назначению различают: мебель для хранения, сидения и лежания, для работы и приема пищи, прочую. В прочую мебель входят детские манежи и вешалки.
По конструкционно-технологическим признакам различают сборно-разборную, универсально-сборную, разборную и неразборную, секционную, стеллажную, складную, встроенную, трансформируемую, брусковую, корпусную, столярную, гнутую, гнуто-клееную, плетеную, прессованную, формованную, штампованную и литую (из металлов и пластмасс).
По материалу изготовления различают мебель из древесины и древесных материалов, мебель из пластических масс, мебель из металла.
По комплектности мебель группируют на штучную; наборы, предназначенные для обстановки всей жилой площади (наборы для одно-, двух-; трехкомнатных квартир); гарнитуры — комплекты изделий для меблирования конкретной зоны жилья (гарнитуры для спальни, кабинета, столовой, гостиной и др.).
Предметы мебели для сидения, отдыха и сна.
Стулья — изделия со спинкой. Они выпускаются разборными, неразборными, столярными, гнутыми, гнуто-клееными, плетеными из различных материалов и т.д. В столярных стульях спинки и сиденья изготавливают жесткими без настила, с настилом или мягким сиденьем. Стулья используются как единичные предметы или в составе наборов и гарнитуров.
Табуреты - изделия мебели без спинки с жестким сиденьем. Они являются неотъемлемой частью набора кухонной мебели. Сиденья табуретов могут обиваться тканью, кожей и кожзаменителями. Основания табуретов могут быть деревянными или металлическими.
Кресла - комфортабельные стулья. Основания (каркасы) их выполняются из различных материалов. Кресла рабочие на металлическом каркасе отличаются большим диапазоном изменения положения сиденья по высоте, наклону спинки, положению в пространстве помещения. Это обеспечивается наличием шарниров и фиксаторов, винтовой и шаровой опор. Кресла для отдыха характеризуются. как правило, жесткостью сочленений узлов, отличаются насыщением мягкими элементами: резиновыми лентами, пружинами спиральными или типом «змейка». В качестве настилочного материала используются латекс или поролон.
Кресла-кровати - предназначены для отдыха. Они оборудуются мягкой спинкой и двойным мягким сиденьем. Каркас изделий может выполняться из дерева, металла, пластмассы. Способы трансформации разнообразны. Кресла- кровати могут дополняться наматрацниками.
Кресла-качалки - представляют неразборную конструкцию с каркасами из металла, пластмассы или ивовых палок. Сиденья и спинки оплетают лозовыми или разноцветными поливинилхлоридными лентами или шнурами. В этих изделиях опорную функцию вместо ножек выполняют боковые дуги, сочлененные с подлокотниками.
Шезлонги - легкие раскладные кресла для отдыха, в которых можно полулежать. Каркас изделий чаще выполняется из металлических трубок в разборном и складном вариантах. Основания шезлонгов выполняются из ткани (полотняной), упругой пластмассы и других материалов.
Кровати выпускаются одинарные (шириной не более 900 мм) и двойные (шириной более 1000 мм). Мягкий элемент для постельного белья выполнен в виде отдельного матраца без основания (двусторонней мягкости) или с жестким деревянным каркасом. Кровати изготавливаются из различных материалов (деревянные, металлические, пластмассовые), характеризуются разновидностью конструктивных решений (с опорными или навесными спинками, эластичным основанием под матрац и т.д.).
Диваны - изделия мебели со спинкой (с подлокотниками или без них), предназначенные для отдыха нескольких человек в положении сидя и кратковременного отдыха в положении лежа. Диваны выпускаются двух-, трех- и четырехместные. По особенностям конструкции, помимо традиционной формы, бывают угловые и встроенные.
Диваны-кровати - диваны, трансформирмируемые в кровати. Трансформация осуществляется с помощью специальных механизмов, что позволяет переводить вертикальные спинки в горизонтальное положение, аналогичное положению сиденья. Диваны-кровати имеют емкости для хранения постельных принадлежностей.
Кушетки - это диваны шириной не более 800 мм без спинки с одним подголовником или валиком для подлокотников. Основание выполняется из древесины или другого материала, мягкий элемент — пружинный или беспружинный. с наматрацником или без него. Изделия могут оснащаться емкостью для постельного белья.
Тахты- широкие кушетки с продольной спинкой или без нее. оснащаются съемными подушками в положении дивана. При трансформации в положение «кровать» сиденье выдвигается вперед на себя, и в свободную площадь у к- ладываются подушечки спинки, образуя, таким образом, место для лежания. Тахты могу т располагать жесткими или мягкими подлокотниками.
Мебель для приема пиши, работы и других занятий
Письменные столы бывают на одной, двух тумбах и без них. Тумбы устанавливаются на ножках (жесткая конструкция) или на роликах, когда тумбы являются самостоятельными вдвижными блоками. В тумбах ящики, полуящики и выдвижные полки могут иногда помещаться за дверками. Подстолье может быть с ящиками или без них.
Обеденные столы выпускаются раздвижными и нераздвижными. Раздвижные могут трансформироваться с помощью полозков, когда крышка раздвигается на две стороны и в образовавшийся промежуток вкладываются дополнительные доски, и на клинках, при которых двойная крышка обеденного стола вытягивается в одну плоскость. Для увеличения поверхности столов в некоторых конструкциях предусмотрены подымающиеся и опускающиеся полу- крышки.
Кухонные столы включают изделия различных конструкций и назначения. Столы-шкафчики кухонные выпускаются с одним или двумя отделениями с полками за одной, двумя или тремя дверками. Отделения шкафчиков могут оборудоваться дополнительными ящиками, выдвижными досками и полками, откидными коробками, проволочными сетками для посуды и т.д. Буфеты кухонные состоят из нижнего и верхнего шкафа с нишей; устройство нижних шкафов такое же, как кухонных столов. Столы для мойки посуды имеют выдвижное устройство, располагающее одним или двумя моечными тазами. Обычные кухонные столы простейшей конструкции оснащаются одним или двумя ящиками в подстолье. Изделия можно использовать для приема пищи и работы.
Сервировочные столы могут входить в состав столовых гарнитуров. Предназначаются для доставки пищи и сервировки. Крышки столов могут быть расположены на двух уровнях. Выпускаются на ножках и тумбах, передвижными на колесиках или непередвижными.
Туалетные столы выпускаются на ножках или одной и двух тумбах. Внутри тумб устанавливаются ящики, полуящики и полки. Выпускаются разборными и неразборными. Зеркала устанавливаются в верхней части столов, они могут быть съемными, вращающимися в стойках и неподвижными.
Столы для телевизоров изготавливаются неразборной конструкции, на ножках, роликах, с ящиками или полочками, устройством для хранения кассет, компакт-дисков. Столы часто оснащаются нишами для установки в них видеомагнитофонов, радио - и телекабелей, пультов управления и т.д. Высота столов 60-63 см. Тумбы столов закрываются распашными стеклянными дверками.
Столы для шахмат отличаются тем, что в верхнюю часть крышек врезается набор в виде шахматной доски, покрытой прозрачным лаком. Высота столов — 750 мм, длина — 700, ширина 500 мм.
Журнальные столы предназначаются, в основном для хранения печатной продукции, являются центром зоны отдыха в квартире. Высота столов — 60— 63 см. Крышки столов выполняются из ДСП, облицованных шпоном ценных пород, или из стекла большой толщины.
Мебель для хранения товаров домашнего обихода
Шкафы для платья и белья по конструкции бывают одно-, двух - и трехдверные. Состоят из одного, двух (платяное и бельевое) или трех отделений.
В шкафах с двумя отделениями одно предназначено для платья, а другое - для белья. Верхняя одежда на вешалках хранится на неподвижно закрепленной штанге, расположенной параллельно задней стенке шкафа. В некоторых шкафах над штангой для платья укрепляется полка для головных уборов, а в нижней части предусмотрены емкости для обуви.
На внутренней стороне дверок крепятся проволочные скобы для подвешивания галстуков, поясов и т.д. Белье в стопках укладывается на полках или в полуяшики. Туалетное зеркало крепится на внутренней плоскости дверей. Некоторые модели шкафов оснащаются вместо распашных дверей шторными зеркальными на всю высоту корпуса. Шкафы выпускаются разборными. Сборка элементов и деталей производится с применением специальных стяжек.
Серванты — шкафы, предназначенные для хранения посуды и столового белья. Состоят из нижней тумбы, на крышке которой устанавливается застекленный шкаф небольшого размера. Серванты изготавливаются разборной конструкции. Высота изделия - 1535 мм, ширина - 1100, глубина - 500 мм.
Комоды — тумбы для белья, изготавливаются с наружными ящиками, дверками и наружными ящиками, дверками и внутренними выдвижными ящиками. Выпускаются модели с зеркалом, укрепленным на подставке, на верхней крышке комода. Высота комодов — 750—1200 мм, глубина — 410—550, ширина — 380—1000 мм. Выпускаются неразборной конструкции.
Шкафы для книг изготавливаются на один, два и более ряда книг, расположенных вертикально. Они бывают разборными и неразборными. Переставные полки легко перемещаются на высоте в зависимости от размера книг. Широкое распространение получили секционные шкафы, конструкция которых формируется из отдельных самостоятельных секций, устанавливаемых по высоте.
Технологический процесс мебельного производства состоит из ряда последовательных этапов: сушки древесины, раскроя материалов, первичной обработки заготовок, склеивания с повторной их обработкой, фанерования, деталировки (придания заготовкам окончательных форм и размеров), сборки узлов и повторной их обработки, отделки и обивки. От качества выполнения каждой операции в той или иной степени зависит последующее качество изделия.
Сушка древесины необходима для сохранения свойств древесины, так как пиломатериалы, получаемые после распиловки бревен, в значительной степени насыщены влагой. В процессе хранения или использования продукции это создает условия для поражения древесины грибами, потери стабильности формы (покоробленноcти) и размеров (усушки), снижение ее прочности. Применяют атмосферный и камерный способы сушки.
Атмосферная сушка до влажности не более 22 % применяется при среднесуточной температуре плюс 5 °С и выше. Продолжительность сушки камерным способом менее длительная, чем атмосферная. Для сушки применяются паровоздушные и газовые противоточные камеры непрерывного действия, обеспечивающие доведение влажности древесины до 12 %.
Раскрой материалов на заготовки проводится с учетом наиболее экономного расхода сырья и таким образом, чтобы элементы мебели не имели дефектов (сучков, трещин, гнили, повреждений насекомыми и др.).
Первичная обработка заготовок. На этом этапе заготовки из древесины доводят до нужных размеров (длины, ширины, сечения), что достигается фугованием (устранением кривизны и коробления) и строганием поверхностей.
Склеивание заготовок применяется для увеличения их размеров по ширине и толщине. Переклеенные щиты и блоки в меньшей степени подвержены короблению и растрескиванию.
Фанерование повышает прочность изделий, придает им декоративность. Во избежание коробления все щиты (плиты) в обязательном порядке подвергают фанерованию с двух сторон.
Деталировка. В процессе деталировки объединяются все операции, необходимые для превращения заготовок в детали,пригодные для сборки: торцевание по размеру, вырезание шипов и проушин, выемка гнезд' и углублений, профилирование, шлифование. От качества выполнения этих операций зависит прочность сочленений при сборке.
Сборка узлов и изделий при изготовлении мебели производится при помощи клеев, шурупов, болтов, глухарей-шпилек, шкантов, пластмассовой или металлической фурнитуры. Склеивание применяется при сборке различных видов рамок, щитов и коробок. Щиты склеиваются в четверть, на шпунт и гребень, рейку, шипы «ласточкин хвост», на прямую фугу. Коробки большей частью соединяются на прямой шип. Шурупами крепятся петли, стяжки и другие( виды фурнитуры. Металлические шпильки применяют при установке штапиков, раскладок и притворных планок. Узлы соединяются в группы или простые изделия при помощи фурнитуры (петель, стяжек, замков, шпингалетов и др.), склеивания (на плоские или круглые шипы), крепления шурупами, болтами, глухарями (гнутая мебель) и прибивки гвоздями или скобами текстильных материалов (мягкая мебель).
Отделка производится для придания мебели декоративного вида и зашиты ее от воздействия микроклиматических факторов. Она включает два этапа 1)подготовку и непосредственно отделку поверхности.
Подготовка к отделке сводится к устранению различных дефектов, а также циклеванию и шлифованию.
Отделываемая деталь должна иметь выровненную и отшлифованную поверхность, на лицевой поверхности не допускаются гофристость, волнистость, вмятины, вырывы, трещины и сучки.
Сучки и трещины устраняются высверливанием их и установкой пробок из той же древесины. Небольшие трещины шпатлюются, более крупные заделываются вставкой.
Выравнивают поверхности деталей мебели с помощью циклевального станка, действующего по принципу ручного рубанка. После циклевания детали подвергают шлифованию.
Механизированный процесс шлифования применяется для плоских деталей и тех, которые имеют кривые и профильные поверхности.
Отделочная подготовка под прозрачные покрытия предусматривает удаление ворса, обессмоливание, отбеливание, крашение, грунтование.
Ворс, удаляется путем шлифования шкурками различных номеров или термической обработкой поверхности (до 250 °С) на специальных термопрокатных станках.
Обессмоливание поверхности древесины производится органическими растворителями, хорошо растворяющими живицу и еловую серку (ацетон, спирт, бензол), и иными средствами (растворы углекислого или едкого натра), воздействующими на смолы.
Отбеливание производится нанесением на поверхность перекиси водорода с нашатырным спиртом с последующей сушкой при температуре до плюс 50 °С,
Крашение применяется для придания древесине новой окраски или усиления естественного цвета. Используются протравы (раствор солей металлов в воде), красители и пигменты.
Грунтование обеспечивает хорошую адгезию (прилипание) отделочной пленки с древесиной.
Порозаполнение производится для закрытия отверстий в древесине перед нанесением прозрачных покрытий. Порозаполнители состоят из пленкообразующего раствора, сиккативов и пластификаторов в смеси летучих растворителей.
Отделочная подготовка под непрозрачные покрытия включает обессмоливание, грунтование, шпатлевание.
Обессмоливают древесную поверхность теми же средствами и по тому же режиму обработки, что и при подготовке поверхности под прозрачные покрытия.
Для грунтования применяют пигментированные грунты, соответствующие по цвету основному лакокрасочному составу.
Шпатлевание производится для заполнения шпатлевками и замазками крупных углублений и трещин на поверхности деталей. В качестве шпатлевок используют смеси минеральных наполнителей и пигментов с растворами пленкообразующих и летучих растворителей с добавлением пластификатора.
Отделка поверхности включает лицевую отделку и декорирование фасадных поверхностей.
Лицевая отделка. Применяются прозрачные и непрозрачные виды отделки. К прозрачным относят лакирование, располирование, полирование, вощение и панелирование.
Лакирование заключается в нанесении на подготовленную поверхность древесины пленки толщиной до 80 мкм. Лаком покрывают в несколько этапов, после каждого обработанные поверхности сушат и подвергают легкому шлифованию.
Полирование применяют для облагораживания лакокрасочных покрытий. Первым этапом этой операции является шлифование лаковых покрытии шкурками или пастами с целью выравнивания поверхности. На втором этапе на полностью просушенный и отшлифованный лаковый слой наносят политуру (нитро - и шеллачный лаки), сглаживающую неровности и придающую поверхности равномерный зеркальный блеск. Применяя беспарафиновые полиэфирные лаки, можно сразу получать зеркально-гладкую поверхность без отделки политурами. Толщина лаковой пленки при полировании достигает 250 мкм.
Располирование отличается от полирования тем, что после второго нанесения лака покрытие разравнивают специальными пастой, жидкостью и полировочной водой. Покрытие, полученное располированием, имеет более гладкую и блестящую поверхность при меньшей толщине (100—120 мкм).
Вощение заключается в растирании воска на подготовленной поверхности древесины, после чего ее покрывают слоем спиртового лака. Применяют для отделки древесины крупнопористых пород (дуб, орех и др.).
Панелирование (отделка прозрачными пленками) применяется для отделки корпусной мебели, спинок кроватей, крышек столов и др. Различают покрытия полиэфирные, нитроцеллюлозные, полиуретановые, мочевиноформальдегидные и др. Сущность обработки заключается в нанесении на подготовленную поверхность древесины пленки из указанных материалов и последующего прессования при температуре 140 °С. Получаемое глянцевое покрытие не требует дополнительной обработки, оно стойко к истиранию, действию света и тепла.
Непрозрачная отделка поверхностей производится теми же способами, что и прозрачная. В качестве отделочных средств применяют масляные краски, эмали, листовые материалы.
Широкое распространение получила отделка древесины пленочными и листовыми материалами. Пленки на бумажной основе способны имитировать текстуру древесины, они заменяют строганый и лущеный шпон в качестве лицевого слоя. Имитационный рисунок на бумаге печатают методом глубокой или офсетной печати. Формирование пленки завершается пропиткой бумаги смолами и сушкой.
Поливинилхлоридные пленки (ПВХ) выпускаются прозрачными и пигментированным и. Последние бывают декоративными (одно- и многоцветными) с имитированным тисненым рисунком текстуры древесины и т.д. ПВХ-пленки не обладают адгезией с древесиной, поэтому их прикрепляют с помощью клеев и специальных пленок.
К листовым облицовочным материалам, применяемым в мебельном производстве (кухонная и детская мебель), относятся декоративные бумажнослоистые пластики. Они отличаются светостойкостью, стойкостью к моющим средствам, воздействию кислот и щелочей.
Декорирование фасадных поверхностей. Декорирование поверхностей изделий включает имитационную отделку, отделку под металлы, рельефный и наборный декоры.»
Имитационные виды отделки применяют для облагораживания малодекоративных пород древесины (береза, осина, ольха и др.). Для имитации текстуры древесины ценных пород (дуба, ореха, красного дерева, карельской березы и др.) применяют печатание, аэрографию, акваграфию, декалькоманию.
Печатание применяют для нанесения рисунка текстуры на бумагу, пленку и непосредственно на поверхность плоских изделий.
Аэрография представляет собой усовершенствованный способ ручной разделки под текстуру древесины ценных пород. Рисунок воспроизводится распылением раствора красителя или краски струей сжатого воздуха через сопло малого диаметра (0,4—1,2 мм).
Акваграфия сводится к получению, рисунка на поверхности щитовых элементов или мебели малых габаритов после окунания их в ванну, наполненную водой и несмешивающимися между собой красящими составами. При подъеме древесных материалов красочный слой прилипает к отделываемой поверхности, придавая ей рисунок мрамора.
Сущность декалькомании та же, что и при изготовлении детских переводных картинок на бумагу. Для имитации текстуры ценных пород древесины рисунок с листа калькомы прижатием переводится на поверхность изделия или детали, покрытую лаком и просушенную до степени отлипа лакового покрытия.
Отделка под металлы представляет собой покрытие древесных поверхностей мебельных изделий тонким слоем металла, выполняет декоративное назначение и обеспечивает длительную сохранность предметов. Данный вид отделки производится бронзированием и золочением (серебрением).
Бронзирование заключается в нанесении на поверхность заготовок металлических порошков или пудры в виде алюминиевой или бронзовой краски, а также напыления порошка на просохшее до степени отлипа нижнее покрытие.
Основным материалом золочения и серебрения является фольга — тончайшие листочки металлов в виде пленок толщиной до 0.01 мкм.
Рельефный декор включает защитно-декоративное покрытие из измельченных частиц, тиснение рельефного рисунка, рельефные накладки, резьбу, точение. выжигание по дереву. Защитно-декоративные покрытия из измельченных частиц придают лицевым поверхностям изделий внешний вид бархата или замши различных цветов. Основным компонентом покрытия являются равномерно измельченные материалы (древесина. резина, пробка, керамика, пластмассы). Измельченные частицы оседают в электростатическом полотна поверхности мебельных элементов, предварительно покрытых клеем.
Тиснение рельефного рисунка осуществляется на деталях мебели, изготовленных из древесностружечных плит, облицованных строганым шпоном и пленками на основе пропитанных бумаг.
Рельефные (объемные) накладные детали используют вместо декоративных резных элементов.
Декоративные накладки из жесткого пенополиуретана и ударопрочного полистирола, получаемые методом литья под давлением, позволяют полно и четко воспроизвести текстуру древесины (цвет, структуру пор).
Искусственная кожа и пористо-монолитные пленки отличаются хорошим внешним видом, повышенной драпируем остью.
Резьба является основным способом нанесения рельефного декора, позволяющим использовать бестекстурную и слаботекстурную древесину.
Точение представляет собой обработку древесины на токарном станке для изготовления деталей мебели круглосимметричной формы (ножки столов и стульев).
Выжигание по дереву применяется для получения орнаментальных и тематических рисунков на древесных заготовках.
Наборный декор объединяет все способы получения на изделия из древесины орнаментальных рисунков за счет их образования твердыми материалами, прочно соединяемыми с обрабатываемой поверхностью. К наборному декору относятся интарсия, мозаика, инкрустация, маркетри, наборное фанерование.
Интарсия представляет собой набранный рисунок из скрепленных между собой кусочков шпона различных пород, наклеенный на фасадную поверхность плоского элемента.
Мозаика выглядит в виде изображения или узора, выполненного из разноцветных кусочков однородных материалов (дерева, смальты, камней, металла). Крепится мозаика к поверхности вязкими мастиками (смесью цемента с маслом).
Инкрустациями называют изображения, набранные из фигурных пластинок различных материалов (кости, перламутра) и находящиеся на одном уровне с поверхностью предмета (вгладь).
Маркетри выполняется в виде набора из кусочков шпона разных экзотических пород древесины: Элементы рисунка врезают в шпон, служащий фоном, и закрепляют липкой бумагой. Полученный орнамент затем наклеивают на поверхность изделия.
Наборное фанерование отличается от обычного тем, что рубашка составляется из листов и кусочков декоративной фанеры так, чтобы текстура и цвет древесины образовывали проектируемый рисунок. Для рубашек используется древесина, отличающаяся выразительной текстурой и насыщенным цветом
Для закрепления полученных знаний об отдельных видах мебельных изделий студенты проводят характеристику изделий, имеющихся в лаборатории, и оформляют результаты выполнения задания в произвольной форме.
Задание 2. Изучить пороки мебели
Качество мебели определяется наличием пороков древесины, количество и размеры которых для лицевых и нелицевых поверхностей строго регламентированы стандартами. Не допускаются в деталях трещины, гниль, червоточина, смоляные кармашки, несросшиеся сучки. С ограничением допускаются сросшиеся и здоровые сучки, крень, свилеватость, небольшой наклон волокон.
Пороки обработки деталей появляются во время технологического процесса и включают расслоения, отколы, расколы, вмятины, вырывы, царапины и др. Подобные пороки недопустимы в мебельных изделиях.
Пороки соединения и сборки деталей характеризуются наличием перекосов,
зазоров, плохого крепления, не гармоничностью сочетания конструкции изделия и лицевой фурнитуры.
Пороки фурнитуры выражаются в непривлекательности внешнего вида, наличии на ней царапин и заусенцев, несоответствии дизайну изделия, неправильном выборе материала изготовления, невозможности надежного крепления к щитовым элементам, некоррозионностойкости и др.
Пороки фанерования включают разнооттеночность и несхоженость текстуры древесины лицевых листов шпона, нарушение в нем симметричности декоративных рисунков, проступание клея, непрочное крепление к основе, наличие вставок другого цвета и текстуры под прозрачной лаковой отделкой и т.д.
В процессе формирования лакового слоя могут возникать следующие недопустимые пороки: воздушные пузыри; неотвердение лака; потеки; недостаточность адгезии пленки; слабый блеск пленки; серые и белые пятна; плохая шлифовка, недостаточная жесткость; проваливание (проседание) лака; трещины лаковой пленки.
Пороки, встречающиеся в древесине, существенно влияют на характер ее использования, качество мебели и других изделий. Используя ГОСТ 2140-81 необходимо изучить возможные пороки древесины, их классификацию и влияние на качество готовых изделий. Результаты выполнения задания 2 оформить в виде таблицы 23.
Таблица,23 -Характеристика пороков древесины
|
Задание 3. Изучить номенклатуру показателей качеств мебели и методику определения некоторых из них.
Для изучения номенклатуры показателей мебели и методики их определения необходимо воспользоваться ГОСТ 16371-93 «Мебель. ОТУ» и другие НД на конкретные виды мебельных товаров и законспектировать информацию в тетрадь.
Задание 4. Провести комплексную оценку качества мебели.
Результаты проведения комплексной оценки качества мебели оформить в виде таблицы 24.
Таблица 24 - Результаты комплексной оценки мебельных товаров
|
Контрольные вопросы:
1.Расскажите классификацию ассортимента мебельных товаров и ассортимент бытовой мебели.
2. Какие способы производства мебели Вам известны?
3. Назовите основные способы отделки мебели.
4. Приведите номенклатуру показателей качества мебели.
5.Расскажите методику определения некоторых показателей качества мебельных товаров.
6.Какие пороки древесины Вы знаете? Каким образом эти пороки влияют на качество готовых изделий?
7.Раскройте сущность проведения комплексной оценки потребительских свойств мебели.
ЛАБОРАТОРНОЕ ЗАНЯТИЕ №9
ТЕМА: «РАСПОЗНАВАНИЕ ТКАЦКИХ ПЕРЕПЛЕТЕНИЙ И ВИДОВ ОТДЕЛКИ ТКАНЕЙ. ИЗУЧЕНИЕ АССОРТИМЕНТА И ЭКСПЕРТИЗА КАЧЕСТВА ТКАНЕЙ».
Цель работы: ознакомиться с классификацией и характерными признаками различных видов ткацких переплетений; изучить основные способы отделки тканей; изучить номенклатуру показателей качества тканей и методику определения некоторых из них; изучить пороки тканей и особенности сортировки.
Материалы и пособия для работы: каталоги, образцы тканей различных переплетений и способов отделки, НД.
Порядок выполнения и оформления работы
Задание 1. Изучить различные виды ткацких переплетений
Ткацкие переплетения оказывают влияние на различные свойства тканей: внешний вид, толщину, массу, пористость, паропроницаемость, воздухопроницаемость, теплопроводность и др. Ткацкие переплетения - это определенный порядок взаимного расположения нитей основы и утка между собой и поэтому, в зависимости от того, как нити рас
Date: 2015-08-22; view: 1443; Нарушение авторских прав