Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Расчет режима сварки швов стыковых соединений
|
|
Швы стыковых соединений могут выполнятся с разделкой и без разделки кромок по ГОСТ 5264-80.
Диаметр электрода при сварке швов стыковых соединений выбирают в зависимости от толщины свариваемых деталей.
При выборе диаметра электрода при сварке стыковых швов в нижнем положении следует руководствоваться данными таблицы 1.
Таблица 1 - Рекомендуемые диаметры электродов при сварке стыковых швов в нижнем положении, мм
| Толщина свариваемых деталей | Рекомендуемый диаметр электрода |
| 1,5 2,0 3,0 4 - 5 6 - 8 9 - 12 13 - 15 16 - 20 21 - 24 | 1,6 2,0 3,0 3 - 4 4,0 4 - 5 5,0 5 - 6 6 – 10 |
При сварке многослойных швов на металле толщиной 10 – 12 мм и более первый слой должен свариваться электродами на 1 мм меньше, чем указано в таблице 1, но не более 5 мм (чаще всего 4 мм), так как применение электродов больших диаметров не позволяет проникнуть в глубину разделки для провара корня шва.
При определении числа проходов следует учитывать, что сечение первого прохода не должно превышать 30-35 мм2 и может быть определено по формуле:
F1 = (6 – 8) · dэл, мм2, (1)
а последующих проходов – по формуле:
Fс = (8 – 12) · dэл, мм2, (2)
где F1 – площадь поперечного сечения первого прохода, мм2;
Fс – площадь поперечного сечения последующих проходов, мм2;
dэл – диаметр электрода, мм.
Для определения числа проходов и массы наплавленного металла требуется знать площадь сечения швов.
^ Площадь сечения швов представляет собой сумму площадей элементарных геометрических фигур, их составляющих. Тогда площадь сечения одностороннего стыкового шва выполненного без зазора можно определить по формуле:
F1 = 0,75 е · g, мм2, (3)
а при наличии зазора в соединении – по формуле:
(F1 + F2) = 0,75 е · g + S · в, мм2, (4)
где е – ширина шва, мм; g – высота усиления шва, мм; S – толщина свариваемого металла, мм; в – величина зазора в стыке, мм.
Площадь сечения стыкового шва с V–образной разделкой и с подваркой корня шва (см. рис. 1) определяется как сумма геометрических фигур:
F = F1 + F2 + F3 + 2F4, (5)
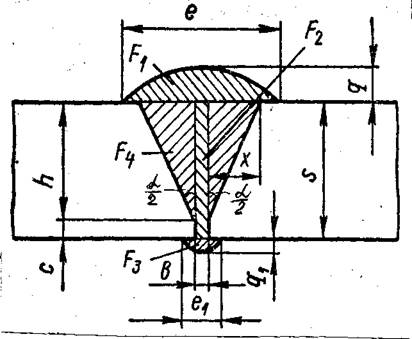
^ Рисунок.1. Геометрические элементы площади сечения стыкового шва:
где S – толщина металла, мм; h – глубина проплавления, мм; c – величина притупления, мм; e – ширина шва, мм; e1 – ширина подварки корня шва, мм; в – величина зазора, мм; g – высота усиления шва, мм; g1 – высота усиления подварки корня шва, мм; α – угол разделки кромок.
^ Глубина проплавления определяется по формуле:
h = (S - c), мм. (6)
Площадь сечения геометрических фигур (F1 + F2) определяют по формуле 4, F3 – по формуле 3, а площадь прямоугольных треугольников F4 определяют по формуле:
F4 = h · x/2, мм2, (7)
где x = h · tg α/2;
тогда:
F4 = (h2 ·tg α/2) /2, мм2, (8)
Но рассматриваемая нами площадь V–образного шва состоит из двух прямоугольных треугольников, поэтому:
2F4 = h2 · tg α/2, мм2. (9)
Подставляя значения элементарных площадей в формулу (5), получим:
Fн = 0,75 · е · g +в · S + 0,75 e1 · g1 + h2 · tg α/2, мм2. (10)
При X–образной разделке площадь наплавленного металла подсчитывают отдельно для каждой стороны разделки.
Зная общую площадь поперечного сечения наплавленного металла (Fн), а также площадь поперечного сечения первого (F1) и каждого из последующих проходов шва (Fс), находят общее число проходов «n» по формуле:
n = (Fn-F1/Fс) + 1. (11)
Полученное число округляют до ближайшего целого.
^ Расчет сварочного тока при ручной дуговой сварке производится по диаметру электрода и допускаемой плотности тока по формуле:
Iсв = Fэл · j = (π · dэл2 / 4) · j, А, (12)
где π – 3,14;
j – допустимая плотность тока, А/мм2;
Fэл – площадь поперечного сечения электрода, мм2;
dэл – диаметр электрода, мм.
Сварочный ток определяется для сварки первого прохода и последующих проходов только при сварке многопроходных швов.
Допустимая плотность тока зависит от диаметра электрода и вида покрытия: чем больше диаметр электрода, тем меньше допустимая плотность тока, так как ухудшаются условия охлаждения (см. табл. 2).
Таблица 2 - ^ Допустимая плотность тока в электроде при ручной дуговой сварке
| Вид покрытия | Диаметр стержня электрода, мм | ||||
| 2 | 3 | 4 | 5 | 6 и более | |
| Основное | 15,0-20,0 | 13,0-18,5 | 10,0-14,5 | 9,0-12,5 | 8,5-12,0 |
| Кислое, рутиловое | 14,0-20,0 | 13,5-19,0 | 11,5-15,0 | 10,0-13,5 | 9,5-12,5 |
^ Напряжение на дуге при ручной дуговой сварке изменяется в пределах 20-36 В и при проектировании технологических процессов ручной дуговой сварки не регламентируется.
Поэтому напряжение на дуге следует принять какое – то конкретное.
^ Скорость перемещения дуги (скорость сварки) следует определять по формуле:
Vсв = Lн · Iсв / γ · Fн · 100, м/ч, (13)
где Lн – коэффициент наплавки, г/А час; (см. табл. 3)
γ – плотность наплавленного металла за данный проход, г/см3 (7,8 г/см3 – для стали);
Iсв – сила сварочного тока, А;
Fн – площадь поперечного сечения наплавленного металла, мм2.
Скорость перемещения дуги (скорость сварки) определяют для первого прохода и последующих проходов только при сварке многопроходных швов. Результаты расчета режима сварки стыкового шва следует занести в табл. 3.
Таблица 3 - ^ Режимы сварки стыкового шва и его размеры
| Сварка | Режимы сварки | |||
| dэл, мм | Iсв, А | Uд, В | Vсв, м/ч | |
| Первого прохода | ||||
| Последующих проходов |
Date: 2015-09-02; view: 10291; Нарушение авторских прав