Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Производство тары
|
|
Классификация деревянной тары. Основное назначение тары – предохранение продукции от потерь в процессе ее перемещения, складирования и хранения; тара улучшает транспортабельность продукции, облегчает ее учет и погрузочно-разгрузочные работы. На изготовление картонной и деревянной тары в стране расходуется в пересчете на круглые лесоматериалы свыше 50 млн. м3 древесины, в т. ч. около 30 млн. м3 – на изготовление традиционной деревянной тары под тяжеловесные грузы и при дальних перевозках продукции. По функциональному назначению тара делится на потребительскую и транспортную (тонкостенные ящики, деревянные и полимерные многооборотные ящики, бумажные мешки, ящики из ДВП, сплошного и гофрированного картона и др.). Потребительская тара не представляет собой са-мостоятельную транспортную единицу. Это коробки, пачки, бутылки, флаконы, банки. Транспортная тара – ящики, бочки, барабаны, мешки – представляет собой самостоятельную транспортную единицу или часть укрупненной единицы. По оборачиваемости тара может быть разовая (для однократного использования), возвратная (бывшая в употреблении), многооборотная (инвентарная, если принадлежит конкретному предприятию и подлежит возврату). По основному материалу тара может быть деревянная (ящики плотные и решетчатые, обрешетки, бочки, барабаны, лотки), картонная (ящики, коробки, барабаны), бумажная (мешки, пачки), стеклянная
(бутыли, бутылки, флаконы, банки), металлическая (бочки, ящики, лотки, фляги, баллоны, барабаны), полимерная (ящики, бочки, канистры, фляги, мешки), комбинированная (из двух или более различных материалов). По степени обработки деревянная тара может быть нестроганая и строганаянекрашеная и крашеная. Для массовых типов деревянной тары стандартами регламентированы расчетные сечения деталей, технические требования с указанием породы, качества и влажности древесины, способов ее обработки и крепления деталей, размещения гвоздей и проволочных скоб и видов дополнительного крепления ящиков. Требования стандартов служат основой для выбора технологии и оборудования для производства тары. Например, ГОСТ 2991-85* на дощатые неразборные и решетчатые ящики малого и среднего габаритов до 500 кг предусматривает производство ящиков девяти типов с семью модификациями (рис. 6.81): I – ящики плотные с цельными или составными торцовыми стенками без планок для грузов массой до 30 кг (а); II и V – ящики плотные и решетчатые для грузов до 110 кг (б, в); III и VI – то же до 200 кг (г, д) и от 200 до 500 кг (е, ж); IV и VII – до 200 кг (з, и); VIII – ящики решетчатые для грузов до 200 кг (к) и IX тип – лотки на треугольных планках (л, м). ГОСТ 12082-82 на обрешетки дощатые 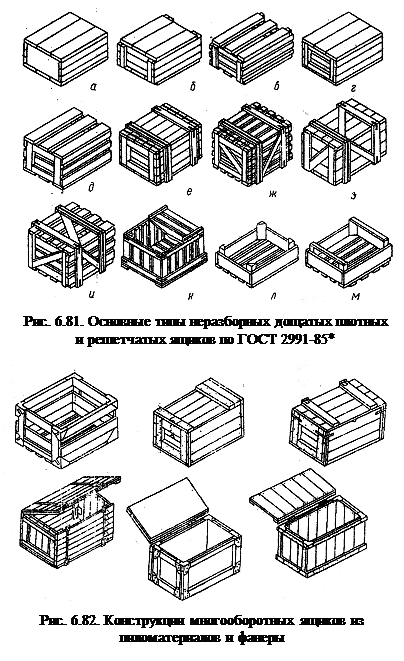 для грузов до 200 кг предусматривает 4 основных типа и 10 модификаций. ГОСТ 10198-91 на крупногабаритные ящики для грузов 500...20 000 кг (7типов с 14 модификациями). ГОСТ 5959-80* на ящики из листовых древесных материалов неразборные для грузов до 200 кг шести типов. В дощатых ящиках на гвоздевых соединениях уменьшение толщины деталей допустимо до 8 мм, в проволокоармированных – до З...4мм (ГОСТ 11002-80*- на ящики для овощей и фруктов). Разборноскладная конструкция проволокоармированных ящиков позволяет перевозить их в сложенном виде. ГОСТ 9396-88 на многооборотные ящики для перевозки быстро реализуемой продукции (не связанной с сезонностью) и на плодоовощную продукцию, идущую на промышленную переработку, предусматривает шесть типов, (рис. 6.82).
для грузов до 200 кг предусматривает 4 основных типа и 10 модификаций. ГОСТ 10198-91 на крупногабаритные ящики для грузов 500...20 000 кг (7типов с 14 модификациями). ГОСТ 5959-80* на ящики из листовых древесных материалов неразборные для грузов до 200 кг шести типов. В дощатых ящиках на гвоздевых соединениях уменьшение толщины деталей допустимо до 8 мм, в проволокоармированных – до З...4мм (ГОСТ 11002-80*- на ящики для овощей и фруктов). Разборноскладная конструкция проволокоармированных ящиков позволяет перевозить их в сложенном виде. ГОСТ 9396-88 на многооборотные ящики для перевозки быстро реализуемой продукции (не связанной с сезонностью) и на плодоовощную продукцию, идущую на промышленную переработку, предусматривает шесть типов, (рис. 6.82).
Сырье для производства деревянной тары – лесоматериалы 3 и 4 сортов хвойных и лиственных пород по ГОСТ 9463-88*, 9462-88*, а также пиломатериалы 2, 3, 4 сортов хвойных пород ГОСТ 8486-86*, мягких лиственных пород и березы 2 и 3 сортов по ГОСТ 2695-83*, фанера сортов ВВ/С и С/С ГОСТ 3916-96, твердые ДВП Т-350 и Т-400 (ГОСТ 4598-86*) (ДСтП, прессованная древмасса... используется только в опытных образцах). Лесоматериалы распиливают вразвал и с брусовк ой. Для сырья с гни лью более 0,5 целесообразен индивидуальный, напр., сегментнотангенциальный раскрой (рис. 6.83). Норма расхода сырья в производстве нестроганой деревянной тары ок. 4 м3/м ящичных деталей, круглых лесоматериалов хвойных и мягких лиственных пород и березы ок. 2,5, а пиломатериалов св, 1,5 м3/м3 На изготовление 1 м3 деталей ящичной тары требуется 61 чел/ч при выработке из дров; 38 из сырья для технологической переработки; 26 из круглых лесоматериалов мягких лиственных пород 3 сорта; 14 из пиловочника хвойных пород и св. 10 из пиломатериалов. Выход ящичных деталей, вырабатываемых из реек 25...35 % их объема, из горбылей 20...25 %.
 Технологический процесс производства деревянной тары включает следующие операции: подготовку сырья к распиловке; выработку тарных дощечек; их сушку; машинную обработку; заделку дефектов; сортировку и формирование тарных комплектов; сборку ящиков; маркировку, (последовательность может меняться). В производстве деревянной тары используют оборудование: а) лесопильные рамы, круглопильные одно- и многопильные станки, ленточно-пильные станки – для продольного раскроя круглых лесоматериалов и брусьев; б) торцовочные круглопильные станки; в) тарные рамы и прирезные станки для продольного формирования толщины тарных дощечек; г) ленточнопильные делительные станки для выработки тонких дощечек; д) станки для безопилочного деления древесины на дощечки толщиной 2... 10 мм; е) продольно-фрезерные станки; ж) гвоздезабивные, скобозабивные и проволокосшивные станки для сборки щитков и ящиков. Типаж станков следующий: лесопильные рамы в основном одноэтажные общего назначения Р65—4М, Р63—4А, Р80-1, а также специального назначения РТ-2 - и РТ-36 для распиловки брусьев толщиной до 200 мм, длиной 0,8...4 м на тарную дощечку толщиной: от 6 мм (с 8-вальцевой подачей).
Технологический процесс производства деревянной тары включает следующие операции: подготовку сырья к распиловке; выработку тарных дощечек; их сушку; машинную обработку; заделку дефектов; сортировку и формирование тарных комплектов; сборку ящиков; маркировку, (последовательность может меняться). В производстве деревянной тары используют оборудование: а) лесопильные рамы, круглопильные одно- и многопильные станки, ленточно-пильные станки – для продольного раскроя круглых лесоматериалов и брусьев; б) торцовочные круглопильные станки; в) тарные рамы и прирезные станки для продольного формирования толщины тарных дощечек; г) ленточнопильные делительные станки для выработки тонких дощечек; д) станки для безопилочного деления древесины на дощечки толщиной 2... 10 мм; е) продольно-фрезерные станки; ж) гвоздезабивные, скобозабивные и проволокосшивные станки для сборки щитков и ящиков. Типаж станков следующий: лесопильные рамы в основном одноэтажные общего назначения Р65—4М, Р63—4А, Р80-1, а также специального назначения РТ-2 - и РТ-36 для распиловки брусьев толщиной до 200 мм, длиной 0,8...4 м на тарную дощечку толщиной: от 6 мм (с 8-вальцевой подачей).
Тарные рамы РТ-2 и РТ-36 характеризуются просветом пильной рамки 350 и 360 мм, высотой ее хода 200 и 210 мм, числом двойных ходов 600 и 650 в мин, наибольшим числом пил в поставе - до 16 шт. Для раскроя брусьев разработан круглопильный станок СБ-15Т. Применяют также однокруглопильные прирезные станки ЦА-2, ЦДК-4, Ц-5 и многопильные ЦЦК-5, Ц5Д-8, ЦМР-2, для ребрового деления ЦР—4А. Пластины и брусья торцуют на станке ЦКБ-40, заготовки - на круглопильных станках ЦПА-40, ЦМЭ-2М, ЦМЭ-3. Для набора и обрезки щита размерами (6...20)х(260...600)х(250...800) применяют щитонаборный станок ЦЩ-1. Для сборки щитов и ящиков применяет гвоздезабивные станки шестибой- ковые 6ЯГ и двухбойковые 2ЯГ-1 и 2ЯГ (делающий 110 ударов бойков в минуту, с расстоянием между бойками в продольном направлении 32...55, в поперечном до 10мм; размеры гвоздей (2...2,5)х(40...60)мм размеры стола 515x850 мм, мощность электродвигателя 1,3 кВт; габариты станка 850x1120x1850 мм). Для фрезерования заготовок применяют четырехсторонние продольно-фрезерные станки С16-4А и С10- 3. Производительность станков проходного и позиционного типов, Я, штук в смену, рассчитывают по формулам:

и

где Т – продолжительность смены, мин;
U – скорость подачи, м/мин;
m – число одновременно обрабатываемых изделий, шт;
/ - длина изделия, м;
п – число резов или проходов при обработке одного изделия, шт;
z – число обработанных на протяжении цикла учтенных единиц, шт;
τ – продолжительность цикла обработки, с;
Кр и Км – коэффициенты использования рабочего и машинного времени, принимаются в пределах 0,8...0,9 и 0,6...0,9.
В основе выбора технологических процессов тарных цехов лежат различные структурные схемы на базе разработанной НИИЛТарой системы машин и оборудования для производства деревянной тары.
Повторное использование деревянной тары, особенно для упаковки пищевых продуктов, допускается только после тщательной очистки, санитарной обработки и мойки горячей водой. Мойка и дезинфекция бывших в употреблении ящиков производится в водном растворе силикатного клея и кальцинированной соды. Тара, поступающая на тароремонтные заводы, делится на категории: а) ящики с неповрежденными деревянными деталями. но поврежденными металлическими угольниками, проволокой или лентой в местах вскрытия и потерянной жесткостью; б) ящики, требующиемелкого ремонта – с поломкой 1-2-х дощечек или поломкой фанеры в крышке, или отсутствием 1-2-х дощечек у верхних кромок боковых стенок решетчатых ящиков; в) ящики, требующие среднего ремонта с поломкой 3-4-х дощечек не более чем в 3-х щитках за исключением вертикальных планок головок или отсутствием дна или боковой стенки, или с поломкой и фанеры в дне или боковой стенке; г) ящики без торцовых стенок и не подлежащие ремонту разбираются на тароматериал.
Рассортированные по видам ремонта ящики после санитарной обработки и сушки подают в тароремонтный цех. Отремонтированные ящики маркируют несмываемой краской с указанием наименования тароремонтного предприятия и порядкового номера ящика по прейскуранту. Допус-каются некоторые отклонения от стандартов: изменение толщины заменяемых деталей: в пределах ±3 мм; зазоры между дощечками в плотных ящиках до 4 мм; односторонние трещины глубиной до 1/3 толщины и длиной до 1/2 длины деталей; не более 3-х сквозных сколов на ящик длиной до 40 шириной до 10 мм; расслоение и коробление шпона в фанерных ящиках до 10 % площади детали без нарушения его целостности; потемнение деревянных деталей без признаков гнили. Некондиционная тара и отходы от ее переработки с металлическими включениями и загрязнением
солью, жирами, смазкой и органическими маслами может быть переработана на щепу для плитных материалов или гидролизного производства либо использована на топливо. Коэффициент оборачиваемости деревянной тары в нашей стране составляет 1,5, что позволяет сберечь от вырубки более 200 000 га лесопокрытой площади ежегодно.
Date: 2015-08-15; view: 3935; Нарушение авторских прав