Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Конструкции дверей и технические требования к ним
|
|
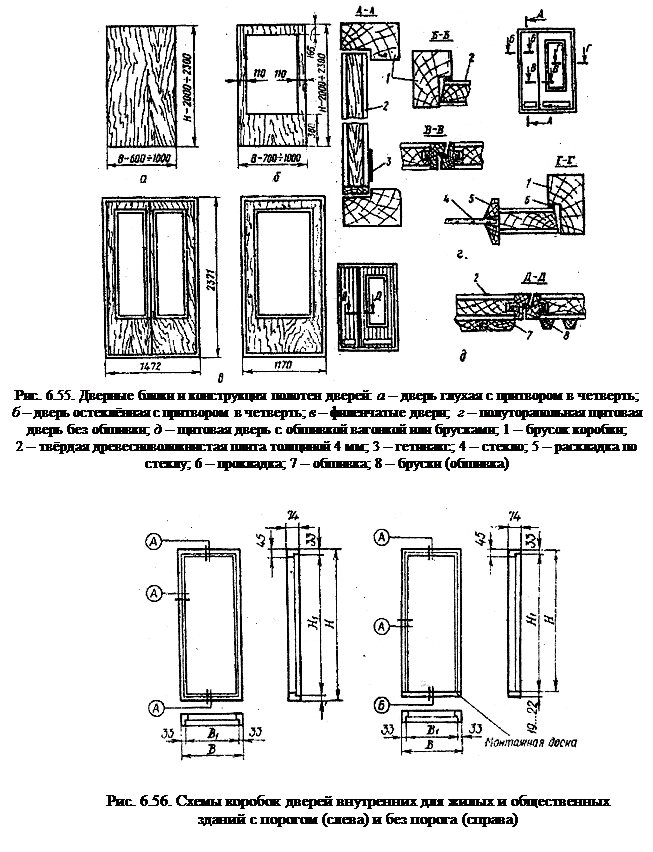
Общие технические условия на двери деревянные установлены ГОСТ 475-78*. Двери, как и окна состоят из блоков, в которые входят дверные коробки и дверные полотна (рис. 6.55). По назначению двери бывают: 1) внутренние (межкомнатные, кухонные, для кладовок, санузлов); 2) входные (с лестничных клеток в квартиры); 3) наружные (входные в подъезды зданий, в тамбуры и мусороприёмные камеры); 4) специальные (звукоизоляционные, противопожарные, дымозащитные, утеплённые); 5) двери-лазы (для прохода на крышу) и люки (для прохода в подвалы, на чердаки и плоские крыши). Дверные полотна могут быть филёнчатой, т.е. рамочной, и щитовой конструкции. Филёнки, т.е. щиты, которыми заполняют просветы между обвязочными и срединными брусками в нижней части двери (в верхней части ставят стекло) изготовляют из сухих досок, фанеры, ДСтП и ДВП и устанавливают в паз (или наплав) и закрепляют с противоположной стороны от наплава фигурной раскладкой (так же крепят и стекло). Щитовые двери – лёгкие, формоустойчивые, гигиеничные, удобные в эксплуатации с хорошими звукоизоляционными качествами – собираются в рамку из деревянных брусков на шипах, шкантах или металлических скрепах, заполненную древесиной и склеенную с обеих сторон ДВП или фанерой. Они могут быть со сплошным заполнением калиброванными по толщине рейками, либо с решётчатым или мелкопустотным из полосок фанеры, ДСтП, ДВП, шпона, бумажных сот или спиральной стружки. Двустворчатые двери могут быть распашными (открывающимися в одну сторону), качающимися (в обе стороны) и раздвижными. Двери без стекол наз. глухими. Двери повышенной влагостойкости (для помещений с относительной влажностью св. 60 %) делают из хвойной древесины сосны, ели, пихты, лиственницы и кедра, а для дверей нормальной влагостойкости - кроме указанных можно использовать древесину берёзы, ольхи, осины, липы, тополя. Влажность древесины для наружных коробок 12 ± 3 %, для внутренних 9 ± 3 %. Детали дверей могут быть как цельными, так и клееными по толщине, ширине и длине.
Шероховатость Rm лицевых поверхностей дверей под непрозрачное отделочное покрытие в изделиях нормальной и высшей категории качества должна быть не более 200 и 100 мкм: под прозрачное отделочное покрытие – не более 63 мкм: нелицевых поверхностей – до 320 мкм. Элементы дверных блоков показаны на рис. 6.56,6.57.
Технология изготовления столярно-строительных изделий
Схема технологического процесса изготовления дверного блока дана на рис. 6.58. Первым операциям в технологическом процессе – поперечному и продольному раскрою пиломатериалов на черновые заготовки – предшествует определение припусков на усушку и механическую обработку, от величины которых во многом зависит объём отходов. Различают припуски операционные и общие. Операционным припуском на обработку считают разность между размерами заготовок на предшествующей и выполняемой операциях. Общий припуск на механическую обработку равен сумме операционных припусков всего процесса обработки от заготовки до детали. Величину припусков на механическую обработку устанавливают по ГОСТ 7307-75*, а припуска на усушку по ГОСТ 6782.(1и2)-75.
Припуск на поперечный раскрой заготовок, кратных длине детали, определяют по формуле

где n1 – число деталей по длине заготовки, в1 – ширина пропила, мм. Припуск на продольный раскрой заготовок, кратных ширине детали при числе деталей по ширине заготовки п и ширине пропила в, мм, определяют по формуле
 |

 |
Длина доски, мм (заготовки кратных размеров) при длине черновой заготовки l 3 мм

Ширина доски в мм, кратных размеров ширине заготовки в3, мм, определяется по формуле

Технология раскроя пиломатериалов на черновые заготовки изложена в § 29.
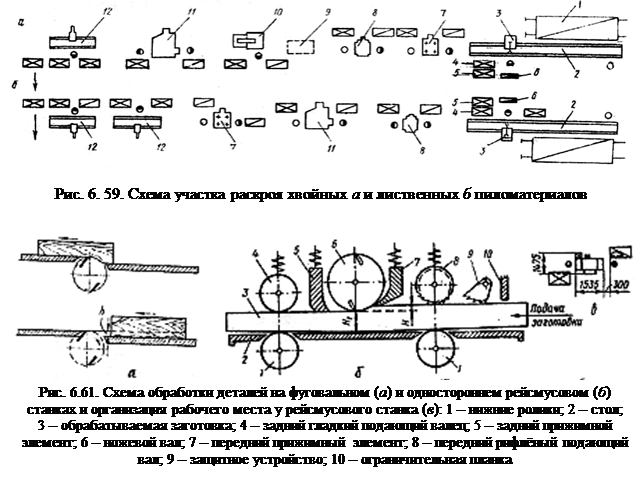
Организация потоков в раскройных цехах наглядно показана на рис. 6.59 в двух вариантах. Лиственные пиломатериалы (схема 1) подаются из сушильного цеха на лифт 1. По роликовому конвейеру 2 доски подаются к торцовочному станку 3 для поперечного деления на одно- или многократные отрезки, складываемые на подстопные места 4 и 5,(отходы через люк 6 ленточным транспортёром подаются в дробилку). Затем отрезки подаются к прирезному станку 7, где раскраиваются вдоль пополам для уменьшения крыловатости, а на рейсмусовом станке 8 они фрезеруются в размер по толщине и на многопильном станке 11 раскраиваются на заготовки заданной ширины; на торцовочном станке 12 торцуются в заданный размер по длине. Заготовки же криволинейной формы делят на кратные по длине отрезки на торцовке 3, обрабатывают пласти на рейсмусе 8, размечают на столе 9 и раскраивают на ленточнопильном станке 10. Хвойные обрезные пиломатериалы (схема II) зачищают на рейсмусе 8, раскраивают на многопильном 8 и торцуют по длине 12. Хвойные необрезные пиломатериалы раскраивают на одно- или многократные отрезки на торцовке 3, фрезеруют на рейсмусе 8, раскраивают на многопильном 11 или однопильном 7 станках и окончательно кратно торцуют на станках 12.
 |
Транспортные связи между станками весьма разнообразны: центральный траверсный путь с рельсовыми ответвлениями от него к станкам; вилочные электропогрузчики или кары; центральный пластинчатый конвейер с роликовыми ответвлениями и т.п. В производстве столярностроительных изделий применяется линия раскроя обрезных пиломатериалов на заготовки ОК201С (ВНИИДМаш) (рис. 6.60), состоящая из участка разборки штабелей с отделением прокладок и поштучной выдачи досок 1, торцовочного станка 2, роликового конвейера 3, многопильного станка 4, рольгангов 5 и торцовки 6. (Высота штабеля 1,5 м). Установленная мощность 82 кВт. Производительность линии, обслуживаемой 4 рабочими, 18 м/мин заготовок толщиной 19...85, шириной 50...130 и длиной 310…2310 мм.
Date: 2015-08-15; view: 737; Нарушение авторских прав