Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Контрольная подсушка и сушка трансформаторов
|
|
Контрольная подсушка и сушка изоляции трансформаторов, вводимых в работу шсле ремонта, проводится на ремонтной площадке:
Контрольная подсушка проводится в тех случаях, когда продолжительность пребывания активной части на воздухе не превысила допустимой и нет оснований предполагать, что изоляция значительно увлажнена. Подсушка заключается в прогреве активной части (циркуляцией масла через электронагреватели, токами КЗ, с помощью паровых нагревателей и другими способами) в масле с температурой в верхних слоях 80 °С. В процессе такого прогрева периодически измеряются характеристики изоляции. Прогрев прекращается, когда характеристики изоляции будут отвечать требованиям норм, но не раньше чем через 24 ч, не считая времени нагрева до 80 °С. Продолжительность контрольного прогрева не более 48 ч. Если за это время характеристики изоляции не достигнут требуемых значений, трансформатор подлежит сушке.
Сушка изоляции трансформаторов состоит в том, что искусственно создаются условия; при которых влага перемещается из внутренних слоев изоляции к поверхности и с поверхности в окружающую среду. Перемещение влаги внутри материала происходит в соответствии с физическими законами от более влажных слоев к менее влажным и от более нагретых к менее нагретым. Перемещение влаги с поверхности изоляции в окружающую среду происходит под действием разности давлений пара на поверхности изоляционного материала и в окружающей среде. Таким образом, в процессе сушки необходимо повышать давление пара у поверхности материала, что достигается его нагревом, и понижать давление в окружающем пространстве путем создания вакуума или вентиляции сушильного пространства сухим воздухом.
При сушке изоляции сухим воздухом активную часть трансформатора помещают в хорошо утепленную и защищенную изнутри от возгорания камеру (рис. 3.8 где,1 — вентилятор; 2 — нагреватель; 3 — искроуловитель; 4 — утепленная камера; 5 — регулировочный шибер; 6 — термометры; 7 — термопары на обмотке)
. Сухой воздух в камеру подается от воздуходувки и удаляется че-
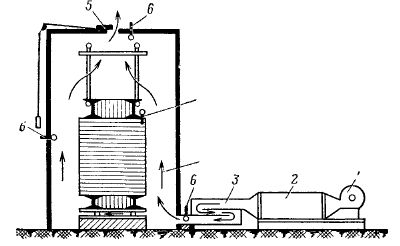
Рис.3.8. Сушка трансформатора в камере при помощи воздуходувки:
рез вытяжное отверстие, унося с собой пары воды. Температура входящего в камеру воздуха должна быть не выше 105 и выходящего не ниже 80—90 °С. Контроль за температурой ведется по термометрам. Количество воздуха, подаваемого в камеру за i мин, должно быть в 1,5 раза больше объема камеры.
Наибольшее распространение в эксплуатации получил индукционный способ сушки активной части в своем баке под вакуумом за счет тепла, выделяющегося в стенках бака от вихревых токов. Вихревые токи индуктируются специальной намагничивающей обмоткой, наматываемой на бак трансформатора.
Для сушки активную часть опускают в совершенно сухой бак; в различных местах активной части устанавливают термопары и терморезисторы; крышку и все отверстия в баке тщательно уплотняют; стенки бака утепляют асбопо-лотном или стеклотканью; снаружи под теплоизоляцией устанавливают термометры. Индукционную обмотку наматывают на бак с таким расчетом, чтобы в нижней части находилось 60—65% общего числа витков, а остальные — в верхней части. Такое расположение обмотки обеспечивает равномерный нагрев активной части. Питание индукционной обмотки осуществляют от трансформатора мощностью 560—1000 кВ-А, напряжением 380 В. Дно бака прогревают электрическими печами. Время нагрева активной части до температуры 100—105 °С зависит от ее размеров, массы и класса изоляции. Для трансформаторов 110 кВ оно составляет 30—40 ч, а для трансформаторов 220—500 кВ — 60— 80 ч. Схема сушки представлена на рис.3.9.
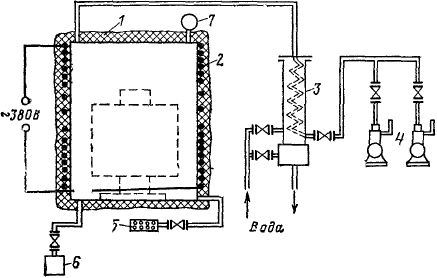
Рис.3.9. Схема сушки трансформатора в своем баке под вакуумом.
После проверки работы вакуумной системы подают напряжение на индукционную обмотку 2, включают печи донного подогрева и температуру в баке доводят до 100°С. Затем включают вакуумные насосы 4 и открывают кран, через который в нижнюю часть бака подсасывается горячий воздух, забираемый из поддонного пространства через фильтр 5. Подсос воздуха регулируют с таким расчетом, чтобы вакуум в баке не поднимался выше 0,003 МПа (для трансформаторов ПО кВ и ниже). Для ускорения сушки режим нагрева чередуют со снятием вакуума и быстрым охлаждением верхних слоев изоляции, чтобы создать перепад температур между внутренними и внешними слоями изоляции. Контроль за сушкой ведется непрерывно. Каждый час записывают показания термометров и вакуумметра 7, производят измерения сопротивления изоляции мегаомметром на 2500 В. Сушка считается законченной, если устанавливается постоянное значение сопротивления изоляции и тангенса угла диэлектрических потерь при неизменной температуре, а также прекращается выделение влаги в охладительной колонке. После этого нагрев прекращают, температуру в баке понижают до 80—85 °С и трансформатор заполняют сухим маслом под вакуумом. Через 6—10 ч, когда изоляция пропитается маслом, активную часть вскрывают для осмотра и подпрессовки обмоток, так как изоляция при сушке усыхает.
Пропиткаисушкаэлектродвигателей. Эксплуатационнаянадежностьэлектрическихмашин определяется нетольковидомикачествомприменяемых материалов для изоляции обмоток, ноиправильнойпропиткой обмоток,котораяпо- вышаетэлектрическиеимеханическиекачества изоляции, а также ее нагрево- ивлагостойкостьитеплопроводность.
Сущность процессапропиткисостоитв удалении влагииз пор изоляционных материалов,заполнении их жидким лаком исушкелака для егозатвердевания.Длямеханическойзащиты изоляциипосле окончательнойпропиткиипросушкиобмотокихпокрываютпокровным лаком,состоящимизосновыирастворителя,илиэмалью.Покровныеи пропиточныелакивыбираютвзависимости отконкретныхусловий работы ремонтируемогодвигателя, окружающейсреды, конструкции машины икласса изоляции.Лакиирастворители токсичны и пожароопасны,поэтомуих хранятв специальныхпомещениях, оборудованных вентиляциейинеобходимымисредствамипожаро- тушения,при оптимальнойтемпературе 25°С.
Приремонтеобмотокприменяютследующиеспособыпропитки.
Пропитка погружением. Приэтомспособеобмоткупомещаютв горячийлак температурой70—80°С.Такая пропитка обеспечиваетхо- рошеепроникновениелакав изоляцию, однакодлительнаповремени.
Пропитка с применениемдавления. Частьдвигателя с об-
мотками или катушкизагружают в автоклавы, которыеплотнозакрываютизаполняютподдавлением пропиточнымисоставами. Дав- лениев автоклавахв течение5—10минподдерживаетсянауровне5—7 кПа,азатем на5—10мин снижаетсядо атмосферного.Такое
чередованиедавления повторяют оттрех до пяти раз.Данныйспособ обеспечиваетхорошеевпитываниелакав изоляцию.
Пропиткакомпаундированием сприменением вакуум- сушки. При этом способе обмоткипропитываютжидкимбитумом, смешанным смаслом иканифолью.Передпропиткойиз битумных масс выпариваниемудаляютвлагу.
Пропиткаобмоток лакамисостоитизпредварительнойсушкидо пропитки,собственнопропитки(двукратной) и сушкипослепропитки. Предварительнуюсушкупроизводятдля удалениявлаги изволокнистой изоляции.Кроме того,подогрев обмотокулучшаетпроникновениелака при последующей пропитке. При пропитке водоэмульсионными лаками предварительнаясушкаобмотокне требуется.
Сушатобмоткивсушильныхпечахстемпературойнагрева150—
200°Ссвозможностью регулировки температуры.Желательно также наличиеавтоматическогоустройстваиаппаратурыдля поддержания температуры на требуемомуровне.При сушкеобеспечивают циркуляцию горячеговоздухаиудалениепаровводыиразбавителя.
Послесушкистаторостужаютдо температуры50—70 °С, азатем погружают еговваннуслаком (на 150—200мм ниже уровня лака), выдерживая допрекращениявыделения пузырьковвоздуха,сви- детельствующегоополном проникновениилакав обмотку.После пропиткистаторвынимаютизванны, устанавливаютнарешетку для стеканияизлишковлакаизагружаютвпечьдлясушки.
Какправило, осуществляют по двепропиткиисушки, увеличивая их количестводотрех для электрических машин,работающих в тяжелых условиях эксплуатации.Послекаждой пропиткиветошью, смоченнойв растворителе,удаляютлакс мест,неподлежащихпропитке,а поверхностьвыводныхконцовпокрываютвазелиновым маслом.
Сушка инфракраснымилучами. Этотновыйметод сушки производится лампаминакаливания специальной конструкции типов ЗС-1, ЗС-2, ЗС-З, вкоторых80—90% электроэнергии переходит в энергию тепловогоизлучения.Приотсутствииспециальных ламп ис- пользуютобычныелампынакаливания.В этомслучаепитаниеих производятнапряжениемдо10—15%ниженоминального.Приремонте статораоблучениелампамиможетбытьлегкоорганизовано на месте,что очень удобно. Для сушки статора при вынутом роторе лампы располагают урасточкистатора; длясушки якоря— по окружности. Расстояниемежду лампамиустанавливаютв пределах 0,2—0,25м, а между лампамииоблучаемойповерхностью— 0,3—0,35 м.Напо- верхностиобмоток температуру контролируютс помощью термометров или термопар, закрытыхтафтянойлентой отнепосредственного облучения.
Послевключениялампчерез 1—2чизмеряютизаписывают температуруивеличинусопротивления изоляции.Черезкаждые2ч непрерывногооблученияпосленачаласушкилампыотключаютна10—
15мин для созданиятемпературного перепада между внутреннимии внешнимислоямиизоляции.
Для ускорения процессасушкииудаления выделяющихся паров водынагретыеобмоткиобдуваютхолоднымвоздухомвтечение10—15 мин черезкаждые30—40мин сушки.
Компаундированиеи вакуум-сушка. Компаундировкой назы- ваютпропиткуобмоткижидкимбитумом илибитумом,смешаннымс масломи канифолью(краснодарскийбитум 74%,канифоль5% ильняное масло).В отличие отлакаразжижениемассыне требуетприменения растворителей и достигается ее разогреванием. Поэтому после застываниямассыполучаетсяболеемонолитная обмоткасхорошо заполненными пустотами, что обеспечиваетповышение тепло- проводности, влагостойкостиихорошиеэлектрическиекачества изо- ляции.Компаундированиепроизводятподдавлением6—8кПа.
Дляудалениявлагиивоздухапередкомпаундированием при- меняютсушкуподвакуумом,т.е.соткачкойвоздухаизбака,вкотором происходитсушка.Послепропиткиисушкиобмоткипокрываютлаком или эмалью (лакируют) припомощи пульверизатора или путем двух- трехкратногопогружения в ванну с лакировочнымсоставом. Обмотки, покрытыелаками илиэмалями печнойсушки,затвердевают при температуре 80—120 °С, лаки иэмали холодной сушки твердеют без нагрева.
Date: 2015-07-27; view: 897; Нарушение авторских прав