Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Делительные головки и методика их наладки
|
|
Делительные головки значительно расширяют технологические возможности станков. Их используют при изготовлении различных инструментов (фрез, разверток, зенкеров, метчиков), нормализованных деталей машин (головки болтов, грани гаек, корончатые гайки), при фрезеровании зубчатых колес, пазов и шлицев на торцах (зубчатые муфты) и других деталей.
Делительные головки служат: для установки обрабатываемой заготовки под требуемым углом относительно шпинделя станка; периодического поворота заготовки вокруг ее оси на определенный угол (деление на равные и неравные части); непрерывного вращения заготовки при нарезании винтовых канавок или винтовых зубьев зубчатых колес.
Делительные головки бывают: лимбовые с делительными дисками (непосредственного деления, простого деления, полууниверсальные, универсальные); безлимбовые (без делительного диска) с зубчатым планетарным механизмом и набором сменных зубчатых колес; оптические (для точных делений и контрольных операций). Обычно делительные головки изготовляют одношпиндельными.
Иногда, для одновременной обработки двух или трех заготовок, применяют специальные делительные головки, которые могут быть (двух и трехшпиндельные соответственно).
Безлимбовые делительные головки позволяют производить процесс деления посредством сменных зубчатых колес. При этом рукоятку делительной головки поворачивают на один или несколько полных оборотов. Однако конструкция и кинематическая схема безлимбовых делительных головок значительно сложнее, чем лимбовых.
В промышленности наиболее распространены лимбовые делительные головки следующих моделей: ГЗФС, ПБ-32, УДГ-100, УДГ-130, УДГ-135, УДГ-160,УДГ-Д-250 и др.
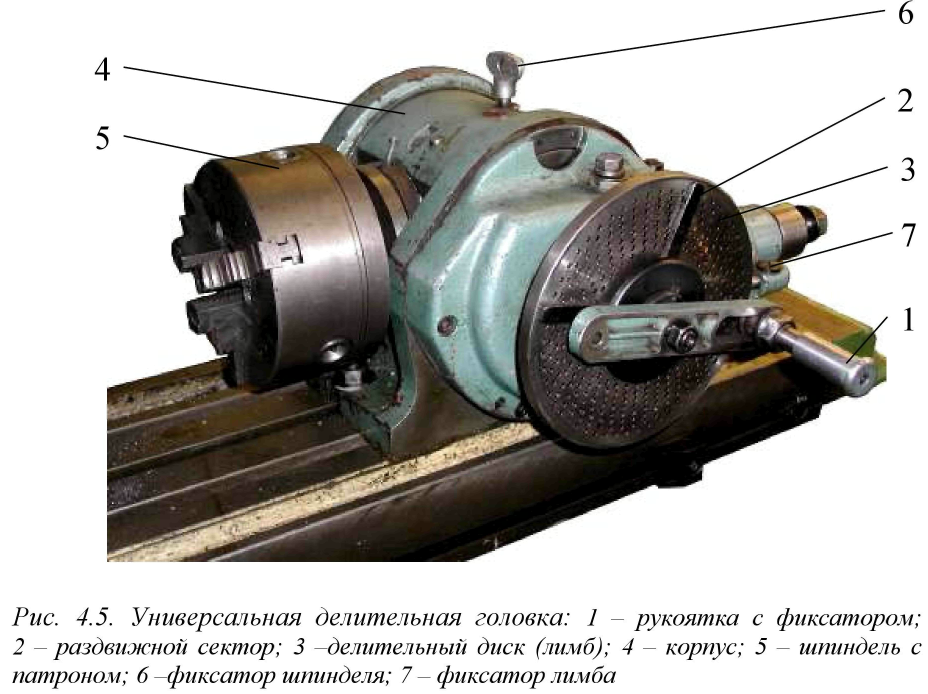
Заготовку устанавливают в центре делительной головки и задней бабки или она крепится в патроне, который крепится на передний конец шпинделя. Отсчет поворота рукоятки 1 с фиксатором на требуемый угол осуществляется с помощью лимба 3. Лимб имеет несколько рядов отверстий, равномерно расположенных на концентрических окружностях, в которые устанавливается фиксатор. Для удобства отсчета используют раздвижной сектор 2.
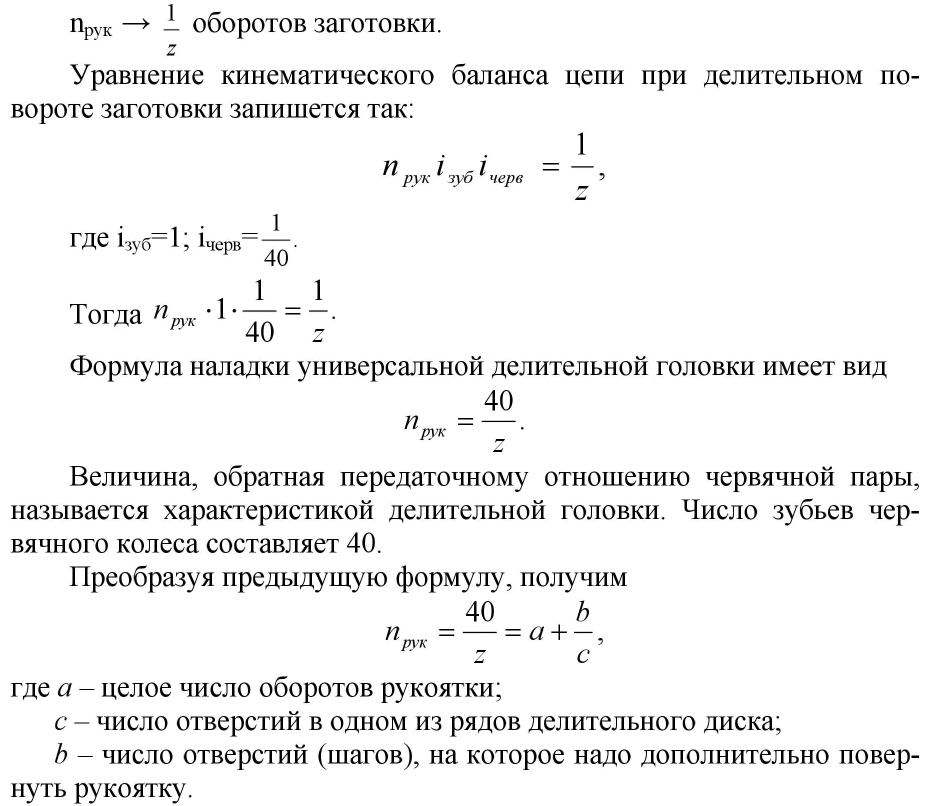
Делительные головки построены по кинематической схеме червячного редуктора и имеют характеристику - 40. Характеристика головки - это число полных оборотов рукоятки, необходимых для поворота ее шпинделя на один полный; оборот (передаточное отношение червячной пары). Поворот рукоятки головки осуществляется вручную.
К делительным головкам могут прилагаться один или несколько дисков (лимбов).
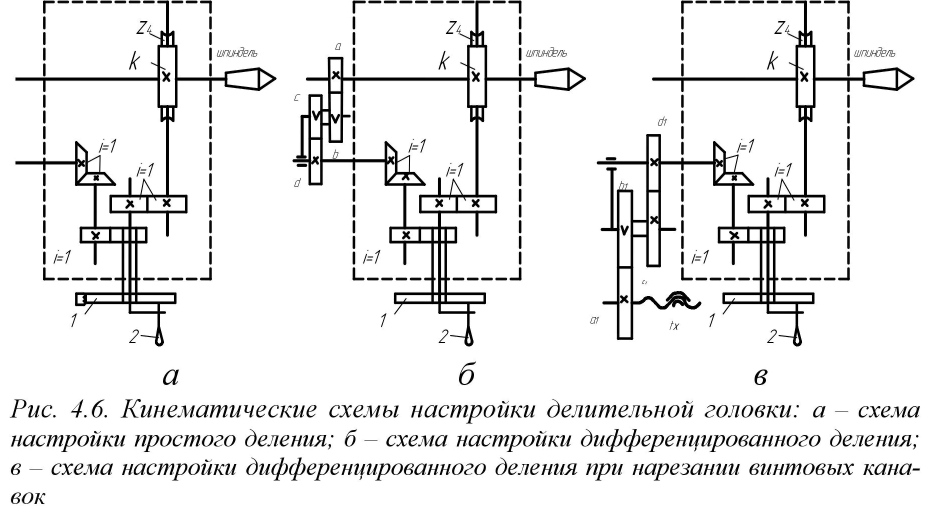
При обработке зубчатых колес методом копирования применяют три схемы настройки делительной головки: простой и сложный (дифференциальный) методы деления, а также настройка на обработку спиральных впадин зубчатого колеса.
Первые два метода используются для нарезания прямозубых цилиндрических колес, последний - при фрезеровании косозубых. Кинематическая схема простого метода деления представлена на рис. 4.6,а, дифференциального метода деления на рис. 4.6, б, при обработке спиральных впадин зубчатого колеса и косозубых цилиндрических колес на рис. 4.6, в.
Для фрезерования спиральных канавок необходимо применять фрезерный станок с поворотным столом и приводом от винта продольной подачи (горизонтально-фрезерный станок мод. 6Р81Г поворотного стола не имеет).
Простое деление (рис. 4.6, а) применяется тогда, когда на делительном диске (лимбе) можно подобрать концентрическую окружность с необходимым числом отверстий для отсчета.
Однозаходный червяк введен в зацепление с червячным колесом (рис. 4.6, а). Делительный диск 1 с помощью защелки 3 закрепляется неподвижно. Поворот шпинделя с заготовкой на 1/z часть (z - число частей, на которое требуется выполнить деление) должен быть произведен за п оборотов рукоятки 2.
Конечные звенья данной кинематической цепи: рукоятка универсальной делительной головки - шпиндель с заготовкой.
Расчетные перемещения конечных звеньев:
Делительные диски универсальных делительных головок имеют ряд концентрических окружностей со следующим количеством отверстий:
с одной стороны - 16, 17, 19, 21, 23, 29, 30, 31;
с другой стороны - 33, 37, 39, 41, 43, 47, 49, 54.
Делительный диск крепится к головке четырьмя винтами и может при необходимости поворачиваться. Его фиксация производится стопором 7 (рис. 4.5). Для поворота рукоятки делительной головки на часть оборота используется раздвижной сектор с двумя линейками, подпружиненными между собой от самопроизвольного поворота.

Для поворота шпинделя головки с заготовкой на 1/9 оборота для знаменателя дроби выбираем из ряда числа отверстий на делительном диске число, кратное 9, а для того, чтобы дробь не изменилась, умножаем числитель на то же число. В нашем примере и числитель, и знаменатель умножаем на 6. Рукоятку делительной головки следует каждый раз поворачивать на один полный оборот и шесть шагов ряда отверстий диска с 54 отверстиями. Линейки раздвижного сектора устанавливаются (раздвигаются) на шесть отверстий, не считая седьмого, в который вставлен фиксатор рукоятки делительной головки.
Дифференциальное деление применяется тогда, когда из-за ограниченного количества отверстий на делительном диске нельзя применять простое деление.
Кинематика делительной головки при этом усложняется (рис.4.6, б), так как шпиндель головки и делительный диск 1, кинематически связывают дифференциальной гитарой a,b,c,d.
Шестерня a установлена и закреплена на шпинделе 3 делительной головки, а шестерня d установлена на выходном валу IV. Делительный диск 3 (рис. 4.5) раскрепляется стопором 7 и совершает незначительный поворот при вращении рукоятки 1. Число оборотов рукоятки 1 определится так же, как и при простом методе деления, но не для требуемого числа делений z, а для достаточно близкого к нему числа делений ZХ, для которого применительно простое деление. Для компенсации полученной при этом погрешности рассчитываются числа зубьев сменных колес a,b,c,d дифференциальной гитары, чтобы делительный диск 3 повернулся в нужном направлении на величину допущенной угловой ошибки поворота рукоятки 1.
Обороты рукоятки делительной головки при дифференциальном делении определяют по формуле

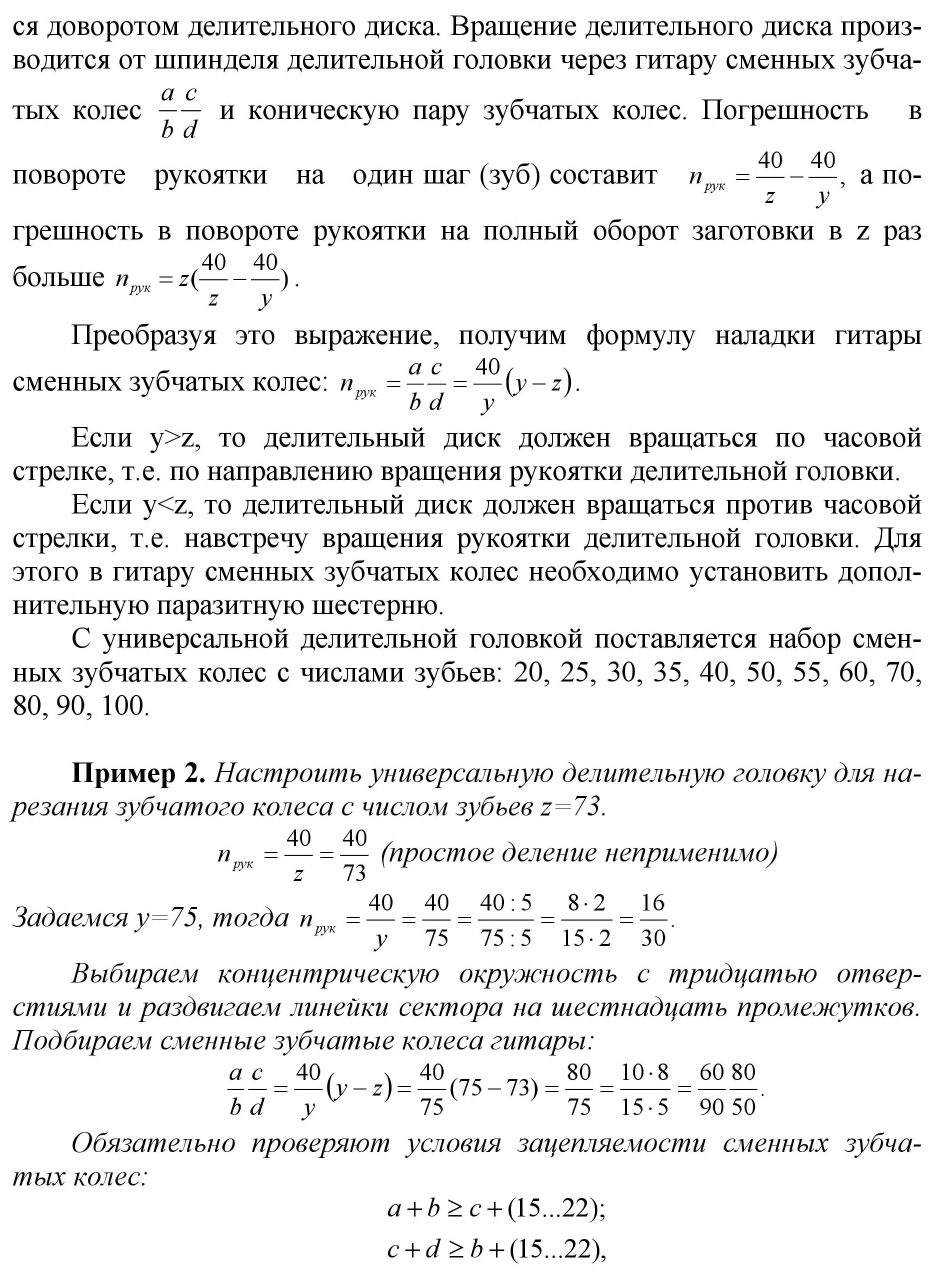
а также межцентровое расстояние, зная модуль сменных зубчатых колес.
Передаточное отношение может быть положительным и тогда направления вращения рукоятки 2 и диска 1 должны совпадать; оно может быть и отрицательным и тогда рукоятка 2 и диск 1 должны вращаться в противоположных направлениях. Нужное направление вращения диска 1 обеспечивается установкой в дифференциальной гитаре промежуточных колес. Настройка на обработку косозубых колес (рис. 4.6, г) не рассматривается, т.к. на станке модели 6Р81Г это невозможно.
Date: 2015-07-24; view: 3300; Нарушение авторских прав