Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Модель процесса сборки изделий рабочими с невысокой квалификацией
|
|
На участок сборки изделий поступают узлы трех типов: А, В и С. Время между поступлениями этих узлов на участок сборки задано в табл. 1.
Таблица 1
| Тип узла | Время между поступлениями узлов |
| А | 15±5 |
| В | 6±2 |
| С | 10±3 |
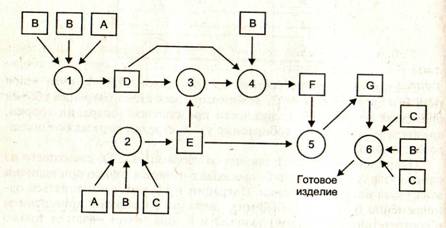
Собираемое изделие состоит из двух узлов типа А, пяти узлов типа В и трех узлов типа С. Технологическая схема операции сборки приведена на рисунке. Окружности представляют операции сборки, квадраты — исходные и собираемые узлы, стрелки определяют последовательность сборки.
Например, операция 1 связана со сборкой узла D, состоящего из одного узла А и двух узлов В, она может начаться только при наличии этих узлов на участке сборки. Операции 1 и 2 могут выполняться одновременно (разными рабочими), операция 3 связана с приведением в соответствие (подгонкой) узлов D и Е, она может начаться только при готовности обоих узлов. Операция 4 может выполняться только после операции 3 и т. д. (см. рисунок).
В табл. 2 приведены времена выполнения операций.
Таблица 2
| Операция | Время выполнения (мин.) |
| 15±3 | |
| 18±3 | |
| 5±2 | |
| 10±2 | |
| 15±4 | |
| 8±3 |
| 172 |
Задания по имитационному моделированию
 Каждая из операций выполняется одним рабочим. Поскольку квалификация рабочих позволяет им выполнять только один вид операции, за каждой операцией закреплен один рабочий. Такая организация процесса сборки предполагает, что рабочий, завершивший операцию, ожидает возможности вновь начать эту операцию.
Каждая из операций выполняется одним рабочим. Поскольку квалификация рабочих позволяет им выполнять только один вид операции, за каждой операцией закреплен один рабочий. Такая организация процесса сборки предполагает, что рабочий, завершивший операцию, ожидает возможности вновь начать эту операцию.
Например, рабочий, завершивший операцию 1, ожидает, когда на участке сборки будут в наличии два узла В и один узел А. Рабочий, выполняющий операцию 3, для ее выполнения должен дождаться готовности узлов D и Е; рабочий, выполняющий операцию 4, должен дождаться завершения операции 3, готовности узла D и наличия узла В и т. д.
Смоделировать процесс сборки изделий. Имитацию провести на протяжении 10 8-часовых рабочих дней. Определить:
1) распределение времени простоя каждого из 6 рабочих;
2) распределение количества изделий, собираемых за рабочий
день.
Задания по имитационному моделированию 173

 Задание 21 Модель процесса сборки изделий (2)
Задание 21 Модель процесса сборки изделий (2)
На участок сборки изделий поступают узлы трех типов: А, В и С. Время между поступлениями этих узлов на участок сборки задано в табл. 1.
Таблица 1
| Тип узла | Время между поступлениями узлов |
| А | 15±5 |
| В | 6±2 |
| С | 10±3 |
Собираемое изделие состоит из двух узлов типа А, пяти узлов типа В и трех узлов типа С. Технологическая схема операции сборки приведена на рисунке. Окружности представляют операции сборки, квадраты — исходные и собираемые узлы, стрелки определяют последовательность сборки.
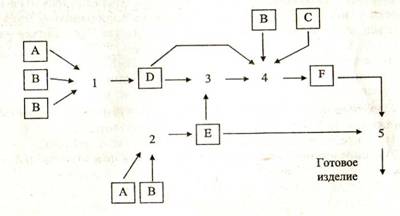
Например, операция 1 связана со сборкой узла D, состоящего из одного узла А и двух узлов В, она может начаться только при наличии этих узлов на участке сборки. Операции 1 и 2 могут выполняться одновременно (разными рабочими), операция 3 связана с приведением в соответствие (подгонкой) узлов D и Е, она может начаться только при готовности обоих узлов. Операция 4 может выполняться только после операции 3 и т. д. (см. рисунок).
174
Задания по имитационному моделированию
Задания по имитационному моделированию
175
 | |||||
 | |||||
 |
|
В табл. 2 приведены времена выполнения операций. Таблица 2
| Операция | Время выполнения (мин.) |
| 15+3 | |
| 18±3 | |
| 5±2 | |
| 10±2 | |
| 15±4 | |
| 8±3 |
Каждая из операций выполняется одним рабочим. Поскольку квалификация рабочих позволяет им выполнять только один вид операции, за каждой операцией закреплен один рабочий. Такая организация процесса сборки предполагает, что рабочий, завершивший операцию, ожидает возможности вновь начать эту операцию.
Например, рабочий, завершивший операцию 1, ожидает, когда на участке сборки будут в наличии два узла В и один узел А. Рабочий, выполняющий операцию 3, для ее выполнения должен дождаться готовности узлов D и Е; рабочий, выполняющий операцию 4, должен дождаться завершения операции 3, готовности узла D и наличия узла В и т. д.
Смоделировать процесс сборки изделий. Имитацию провести на протяжении 10 8-часовых рабочих дней. Определить:
1) распределение времени простоя каждого из 6 рабочих;
2) распределение количества изделий, собираемых за рабочий
день.
Задание 22*
Модель процесса сборки с использованием высококвалифицированных рабочих
На участок сборки изделий поступают узлы трех типов: А и В. Время между поступлениями этих узлов на участок сборки задано в
табл. 1.
Таблица 1
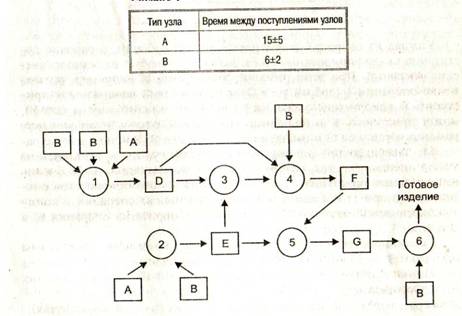
Собираемое изделие состоит из двух узлов типа А и пяти узлов типа В. Технологическая схема операции сборки приведена на рисунке.
Окружности представляют операции сборки, квадраты — исходные и собираемые узлы, стрелки определяют последовательность сборки. Например, операция 1 связана со сборкой узла D, состоящего из одного узла А и двух узлов В, она может начаться только при наличии этих узлов на участке сборки. Операции 1 и 2 могут выполняться одновременно (разными рабочими), операция 3 связана с приведением в соответствие (подгонкой) узлов D и Е, она может начаться только при готовности обоих узлов. Операция 4 может выполняться только после операции 3 и т. д. (см. рисунок). В табл. 2 приведены времена выполнения операций.
176
Задания по имитационному моделированию
Задания по имитационному моделированию
' 177


 Таблица 2
Таблица 2
| Операция | Время выполнения (мин.) |
| 15±3 | |
| 18±3 | |
| 5±2 | |
| 10±2 | |
| 15±4 | |
| 8±3 |
Каждая из операций выполняется одним рабочим, а рабочие достаточно квалифицированы, чтобы выполнить любую из технологических операций. При этом рабочий, завершивший, например, выполнение операции 1 (собрав узел D) и не имеющий возможности приступить к выполнению операции 3 (по причине неготовности узла Е), может приступить к выполнению операции 6, если к этому моменту времени готов узел G и имеется в наличии узел В. В общем случае рабочий, завершающий операцию, может приступить к выполнению любой операции из тех, которые готовы к выполнению. Выбор, к какой операции приступить, производится на основе приоритетов операций. Приоритет операции тем выше, чем ближе операция к концу технологической цепочки, т. е. наиболее приоритетна операция 6, а операции 1 и 2 имеют одинаковый приоритет.
Смоделировать процесс сборки изделий для случаев, когда в нем участвуют 3, 4, 5 или 6 рабочих. Для каждого из этих случаев провести имитацию процесса сборки на протяжении 10 8- часовых рабочих дней. Определить:
1) распределение времени простоя рабочих (в человеко-минутах);
2) распределение количества готовых изделий, собираемых за
один рабочий день.
Задание 23*
Date: 2015-07-23; view: 406; Нарушение авторских прав