Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Практическая работа
|
|
Министерство транспорта Российской Федерации
ФЕДЕРАЛЬНОЕ ГОСУДАРСТВЕННОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ
Морская государственная академия имени адмирала Ф.Ф.Ушакова
КАФЕДРА «РЕМОНТ СУДОВЫХ МАШИН И МЕХАНИЗМОВ»
МЕТОДИЧЕСКИЕ УКАЗАНИЯ К
ПРАКТИЧЕСКОЙ РАБОТЕ
«ПОСАДКИ В СИСТЕМЕ ОТВЕРСТИЯ И В СИСТЕМЕ ВАЛА»
Новороссийск 2008
Методические указания к практической работе для курсантов судомеханической специальности по курсу «Метрология, стандартизация и сертификация» разработано Сентяковой Е.Н., Круговой И.М. по кафедре «Ремонт судовых машин и механизмов» и соответствуют учебным планам.
Практическая работа рассчитана на 2 астрономических часа.
Рецензент:
Доцент_________________________ Н.А.Халилов
Утверждено на заседании кафедры,
протокол № 2 от «14» октября 2008 г.
Начальник кафедры, к.т.н., доцент К.Б.Пальчик
Практическая работа
«Посадки в системе отверстия и в системе вала»
1. ЦЕЛЬ ПРАКТИЧЕСКОЙ РАБОТЫ
Практическая работа по дисциплине " Метрология, стандартизация и сертификация " имеет своей целью:
• закрепление и расширение теоретических и практических знаний в области научно-теоретических и методических основ стандартизации;
• развитие творческих навыков ведения самостоятельной работы при решении разработанных в работе вопросов;
• на основе теоретических расчетов умение грамотно использовать данные стандартов;
• изучение важнейших принципов стандартизации и контроля качества продукции и успешного внедрения стандартизации в развитии различных отраслей промышленности.
2. ОСНОВНЫЕ СВЕДЕНИЯ
Образование посадок в ЕСДП СЭВ
Деталь, у которой положение поля допуска не зависит от вида посадки, называют основной деталью системы. Это может быть отверстие или вал, имеющие любое основное отклонение. В системе допусков и посадок СЭВ основными деталями служат отверстия или валы, имеющие основное отклонение, равное нулю.
Таким образом, основная деталь — это деталь, поле допуска которой является базовым для образования посадок, установленных в данной системе допусков и посадок.
Основное отверстие — отверстие, нижнее отклонение которого равно нулю EI = 0. У основного отверстия верхнее отклонение всегда положительное и равно допуску ES — 0 = TD; поле допуска расположено выше нулевой линии и направлено в сторону увеличения номинального размера. Основной вал — вал, верхнее отклонение которого равно нулю es = О. У основного вала Td = 0-(-еi) = \еi\, поле допуска расположено ниже нулевой линии и направлено в сторону уменьшения номинального размера.
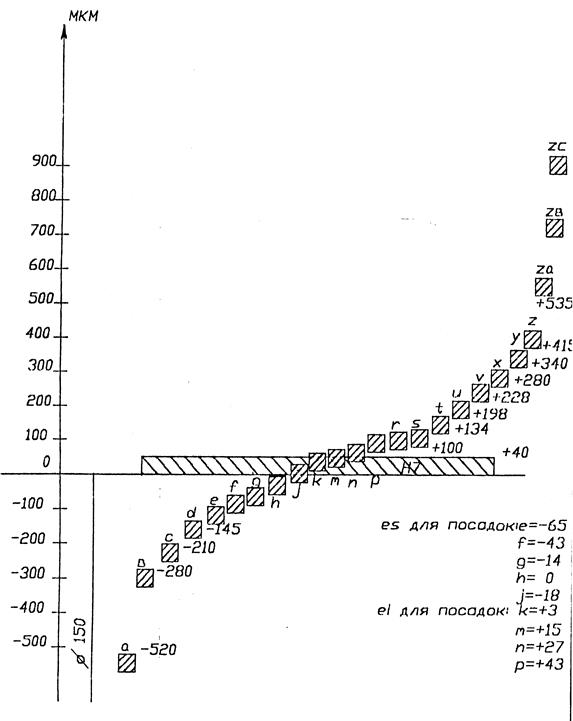
Основные отклонения. Для образования полей допусков в ЕСДП СЭВ для каждого интервала номинальных размеров установлены ряд допусков из 19 квалитетов (см табл. 6 и 14. СТ СЭВ 145-75) и по 28 основных отклонений (см. рис. 2.) полей допусков валов (см. табл.7. СТ СЭВ 145-75) и отверстий (см. табл.8. СТ СЭВ 145-75). Основные отклонения обозначают одной или двумя буквами латинского алфавита (двумя буквами CD, cd и т. д. обозначают основные отклонения, которые были дополнительно введены в систему ИСО для сопряжений, имеющих D < 10 мм (точное приборостроение) — прописными (А, В, С, CD, D и т. д.)) для отверстий и строчными а, b, с, cd, d (для обозначения номинальных размеров отверстий и валов и одной разновидности основных отклонений приняты одинаковые буквы D и d) и т. д. для валов. Основные отклонения полей допусков можно обозначать буквой е с буквенным индексом, соответствующим данному полю допуска, например: ее—основное отклонение отверстия С; ес — основное отклонение вала с.
Основные отклонения валов зависят от номинальных размеров и остаются постоянными для всех квалитетов (см. табл. 7). Исключение составляют основные отклонения отверстий J, К, М, N и валов j и к, которые при одинаковых номинальных размерах, в разных квалитетах имеют различные значения (см. отклонения к в табл.7). Поэтому на рис. 2 поля допусков с отклонениями J, К, М, N, j, к, разделены на части и показаны ступенчатыми.
Все поля допусков (кроме Js и js, которые расположены симметрично относительно нулевой линии) ограничены горизонтальными линиями только с одной стороны: с нижней, если поле допуска расположено выше нулевой линии, или с верхней — если оно расположено ниже нулевой линии. Это объясняется тем, что при одном и том же номинальном размере для всех квалитетов допуск имеет различные значения, а основные отклонения не изменяются. Следовательно, на рис. 2 показано расположение полей допусков в разных квалитетах при одинаковом номинальном размере. Основными отклонениями служат: для валов а — h верхние отклонения —es; для отверстий А— Н нижние отклонения +EI; для валов /— zc нижние отклонения +ei; для отверстий J— ZC верхние отклонения -ES.
Основные отклонения валов вычисляют по эмпирическим формулам. Исходным параметром, по которому вычисляют основные отклонения, служит средний геометрический диаметр Dm интервала размеров (рекомендации ИСО/Р 286 и СТ СЭВ 145—75).
Основные отклонения отверстий должны допускать образование посадок в системе отверстия и в системе вала с равными зазорами и натягами. Для этого установлены два правила вычисления отклонений отверстий — общее и специальное.
В соответствии с общим правилом основные отклонения отверстий принимают равными по абсолютной величине и противоположными по знаку основным отклонениям валов, обозначенным теми же буквами. Например, для отверстия С основное отклонение ее = - ес или EI =- es (см. рис. 2). Таким образом, основные отклонения отверстий являются относительно нулевой линии зеркальным отражением основных отклонений валов и в тех случаях, когда применимо общее правило, их вычисляют по формулам:
для отверстий А — Н: EI = - es;
для отверстий J — ZC: ES = - ei;
Общее правило не распространяется на те случаи, когда действует специальное правило, а также на отверстия N с допусками IT 9—IT 17 (у этих отверстий при размерах более 3 мм = 0).
Вторые (не основные) предельные отклонения вычисляют, полагая известными основные отклонения и допуски. Для валов и отверстий, расположенных ниже нулевой линии, искомыми являются нижние отклонения, а для расположенных выше нулевой линии - верхние отклонения.
Поля допусков. При разработке систем допусков и посадок на базе систем ИСО из всего многообразия полей допусков отбирают только те поля, которые обеспечивают потребности промышленности страны и ее внешнеэкономические связи. При этом учитывают рекомендации по отбору полей допусков, разработанные ИСО. Подобный ограничительный отбор полей допусков валов и отверстий установлен стандартами СЭВ отдельно для размеров: менее 1 мм; от 1 до 500 мм; свыше 500 до 3150 мм (табл. 5 и 6 СТ СЭВ 144-75) и свыше 3150 мм (СТ СЭВ 177-75).
Для размеров от 1 до 500 мм установлено 77 полей допусков валов и 68 полей допусков отверстий общего применения. Число полей допусков отверстий сокращено за счет полей допусков, применяемых для посадок с натягами в системе вала. Из указанного числа выделены предпочтительные поля допусков — 10 отверстий и 16 валов. Кроме того, введены 68 дополнительных полей допусков (СТ СЭВ 144-75). В первую очередь применяют предпочтительные, а затем остальные поля допусков общего применения. Дополнительные поля применяют, если посадку нужного характера нельзя получить с помощью полей допусков общего применения.
Предпочтительные поля допусков выделены на основе обобщения опыта производственной деятельности и внешнеэкономических связей стран-членов СЭВ с учетом рекомендации ИСО/Р 1829 и, как правило, позволяют получать нужные посадки. Широкое внедрение в промышленность предпочтительных полей допусков необходимо для дальнейшего развития взаимозаменяемости, кооперирования и специализации производства. Кроме того, оно обеспечивает сокращение номенклатуры и централизацию выпуска режущего и измерительного инструмента, а также другой технологической оснастки. Уже сейчас номенклатура нормального инструмента (сверл, разверток и пр.), выпускаемого специализированными инструментальными заводами, определяется только рядами предпочтительных полей допусков).
Основные условия образования посадок: 1) посадки с нужными зазорами или натягами образуются сочетанием полей допусков соединяемых деталей — отверстия и вала; 2) поля допусков определяются численными значениями допуска и основного отклонения; 3) для получения различных посадок в системах допусков и посадок должно содержаться достаточное разнообразие полей допусков.
Посадки можно получать двумя способами.
При первом способе стандартизуются ряды посадок в системе отверстий и в системе вала; для каждой посадки устанавливают пару полей допусков отверстия и вала; каждое поле допуска задают двумя предельными отклонениями, присущими только данному полю допуска. Такой способ образования посадок применяли в более ранних системах, в том числе в системе ОСТ. Недостаток этого способа заключается в том, что разнообразие и число посадок зависят от числа стандартизованных полей допусков.
При втором способе стандартизуются отдельно параметры, из которых образуются поля допусков, т. е. Ряды допусков в разных квалитетах и независимо от допусков ряды основных отклонений валов и отверстий. Поля допусков получают, сочетая любые допуски и основные отклонения. Этот способ обеспечивает большое разнообразие полей допусков и соответственно посадок при сравнительно ограниченных комплектах допусков и основных отклонений. Он является современным и применяется для образования посадок в системах ИСО и СЭВ.
Посадки всех трех групп с различными зазорами и натягами можно получить, изменяя положения полей допусков обеих сопрягаемых деталей (рис. 3, а). Однако удобнее в технологическом и эксплуатационном отношениях получать разнообразные посадки, изменяя положения поля допуска только вала (рис. 3, б) или только отверстия (рис. 3, в). Все посадки, рассмотренные на рис. Образованы изменением положения полей допусков вала при постоянных полях допусков отверстий (ES = 15 мкм; EI=0).
Допустим, требуется изготовить три комплекта деталей одинаковых номинальных размеров и одинаковой точности для получения посадок с зазором, натягом и переходной. В системе отверстия предельные размеры отверстий одинаковы для всех трех посадок (см. рис. 3, б), и для обработки потребуется только один комплект специальных инструментов. В системе вала предельные размеры отверстий для каждой посадки различны (см. рис. 3,в), и для обработки потребуется три комплекта специальных инструментов.
В зависимости от того, какая из двух сопрягаемых деталей является основной, системы допусков и посадок включают два ряда посадок: посадки в системе отверстия различные зазоры и натяги получаются соединением различных валов с основным отверстием (см. рис. 3, б); посадки в системе вала различные зазоры и натяги получаются соединением различных отверстий с основным валом (см. рис. 3, в).
Нужные зазоры и натяги получают, изменяя основные отклонения не основных деталей: валов в системе отверстия и отверстий в системе вала. Основные отклонения не основных деталей системы изменяются по абсолютной величине и могут быть положительными, отрицательными и равными нулю. В последнем случае (см. рис. 3, а) получается посадка с зазором, образованная основным отверстием и основным валом.

рис.3
Валы различной точности (даже высокой) можно обрабатывать и измерять универсальными инструментами — резцами, шлифовальными кругами, микрометрами и т. д. Для обработки и измерения точных отверстий применяют специальные, дорогостоящие инструменты (зенкеры, развертки, протяжки, калибры-пробки). Число комплектов таких инструментов, необходимых для обработки отверстий с одинаковым номинальным размером, зависит от разнообразия предельных отклонений, которые могут
Благодаря тому, что для получения разнообразных посадок в системе отверстия требуется значительно меньше специальных инструментов для обработки отверстий, эта система в машиностроении имеет преимущественное применение.
3. МЕТОДИЧЕСКИЕ УКАЗАНИЯ ПО ВЫПОЛНЕНИЮ
ПРАКТИЧЕСКОЙ РАБОТЫ
3.1. Задание
Задание по работе предусматривает 200 вариантов. Назначение варианта производится преподавателем в зависимости от последней цифры зачетной книжки курсанта. Все исходные данные к заданию 1 выбираются из таблицы 1, в соответствии с назначенным вариантом.
Построить графическое расположение полей допусков посадок в системе отверстия и системе вала для диаметров и квалитетов, указанных в таблице 1.
Задание по работе пишется курсантом в обязательном порядке с учетом конкретных исходных данных. Указываются варианты задания.
3.2. Оформление задания
3.2.1. Построить графическое расположение полей допусков посадок в системе отверстия или системе вала для диаметров и квалитетов, указанных в таблице 1.
В зависимости от варианта курсант выбирает из таблицы 1 конкретное значение диаметра d и квалитета для графического построения схемы полей допусков посадок в системе отверстия или системе вала, используя при этом стандарт СТ СЭВ 145-75.
Например, для d = 150 мм, седьмого квалитета точности в системе отверстия значения основных предельных отклонений посадок для интервала диаметров, «свыше 140 до 160 мм» находим в таблице 7 стандарта СТ СЭВ 145-75.
Величину допуска для интервала диаметров «свыше 120 до 180 мм» определяем по таблице 6 стандарта СТ СЭВ 145-75.
Затем в масштабе 10000:1 для соответствующих посадок откладываем от нулевой линии значения основных предельных отклонений верхних или нижних (es или ei) для определения ближайших границ поля.
Для построения второй границы поля к значению основного отклонения прибавляем или отнимаем величину допуска. Так по седьмому квалитету эта величина равна IТ= 40 мкм.
Для построения основного поля отверстия от нулевой линии откладываем величину допуска соответствующего квалитета Н 7 равную 40 мкм (см. чертеж задания).
Таблица 1
| Система отверстия | ||||||||||
| №№ вари анта | d мм | квали- тет | №№ вари - анта | d мм | квали -тет | №№ варианта | d мм | квали-тет | ||
Продолжение таблицы 1
| Система отверстия | Система вала | |||||||||
| №№ вари анта | d мм | квали- тет | №№ вари -анта | d мм | квали -тет | №№ вари -анта | d мм | квали-тет | ||
Продолжение таблицы 1
| Система вала | |||||
| №№ вари анта | d мм | квали-тет | №№ вари -анта | d мм | Квали тет |
| - 11 | |||||
КОНТРОЛЬНЫЕ ВОПРОСЫ
1.Пояснить суть понятия допуск размера. Что называют допуском?
2. Может ли допуск равняться нулю или быть отрицательным?
3. В какой размерности указывают отклонения и допуски на чертежах и в справочниках? Правила обозначения допусков и предельных отклонений на чертежах.
4. Чем объясняется изменение величины допуска разных номинальных размеров в пределах одного и того же квалитета?
5. Можно ли, сравнивая только значения допусков, установленные на два разных размера, сказать на какой из этих размеров назначен более точный допуск?
6. Какую деталь называют основной деталью системы? Какие поля допусков приняты основными в системах отверстия и вала, и какими признаками они характеризуются?
10. Из каких полей допусков образуется посадка, имеющая Smin = 0? Начертите схему полей допусков этой посадки.
11. Начертите схему полей допусков посадок с зазором, переходной и с натягом, относящихся к системам отверстия и вала.
12. Чему равна Smin и IT, посадки составленной из полей допусков, у которых EI=es=0, a TD(Td)=ES=-ei?
13. Расшифруйте следующие условные обозначения: а) Т, IT, TD, Td, IT0, IT8; б) g7, G7, Кб, m6, P9, p8.
14. Какие поля допусков применяют для образования посадок: а) с зазорами; б) с натягами; в) переходных?
15. Написать условные обозначения и начертить схемы полей допусков посадок, относящихся к одинаковым квалитетам в системе отверстия: а) с зазорами, в порядке убывания зазоров; б) с натягами, в порядке возрастания натягов; в) переходных, в порядке убывания зазоров. Эти же посадки запишите в системе вала.
16. В каких посадках системы отверстия и системы вала один предельный размер равен номинальному размеру соединения, а одно из предельных отклонений равно допуску?
17. Почему предельные отклонения должны назначаться на все размеры, указанные на чертежах? В каких случаях необходимо указывать условные обозначения и числовые значения предельных отклонений?
СПИСОК ЛИТЕРАТУРЫ
1. Димов Ю.В. Метрология, стандартизация и сертификация. Учебник для Вузов. 2-е изд. – СПб.: Питер, 2006.
2. Метрология, стандартизация и сертификация: учебник для студ. Вузов /А.И.Аристов и др. – М.: Издательский центр «Академия», 2006.
3. Дегтярев А.А. и др. Метрология: Учебное пособие для Вузов/ под ред. А.А.Дегтярева – М.: Академический Проект, 2006.
4. Лаектионов Б.И., Радкевич Я.М. Метрология и взаимозаменяемость. 4-е изд. –М. Из-во МГГУ. 2000.
5. Маркин Н.С., Ершов В.С., Метрология, - М.: 1991
6. Подсевалов В.В., Фомин А.П. " Основы стандартизации в судостроении", - Л., Судостроение, 1985
7. Якушев А.И., Воронцов Л.И., Федотов Н.М. " Взаимозаменяемость стандартизация и технические измерения " Машиностроение, - М 1987
8. СТ СЭВ 145-75 ЕСДП СЭВ. Общие положения ряда допусков и основных отклонений, - М., Изд-во стандартов.
9. СТ СЭВ 144-75 ЕСДП СЭВ. Поля допусков и рекомендуемые посадки, - М., Изд-во стандартов.
10. Романов А.Б. и др. Таблицы и альбом по допускам и посадкам: Справочное пособие/ А.Б.Романов, В.Н.Федоров и др. – СПб.: Политехника, 2005. – 88с.
| <== предыдущая | | | следующая ==> |
| Nano-tex™ Coolest Comfort | | | Общие сведения о субпродуктах |
Date: 2015-06-11; view: 1809; Нарушение авторских прав