Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Линия волочения MSM85
|
|
Линия волочения MSM 85 предназначена для изготовления проволоки из алюминия и алюминиевого сплава.
Материалы и полуфабрикаты:
- Катанка алюминиевая ГОСТ 13843-78.
- Катанка из алюминиевого сплава ТУ 16-705.493-2006
- Волочильная смазка марки Berudraw А1 20
- Моющее средство «Персей» для мойки волок;
- Салфетка техническая ТУ 63-178-77-82
Линия волочения MSM 85 ф.Niehoff состоит из отдающего устройства AT 1800, волочильной машины MSM 85, устройства компенсации проволоки VM 400 и намоточного устройства S 630.D.G.EA. Схема линии волочения представлена на рисунке 7.1.
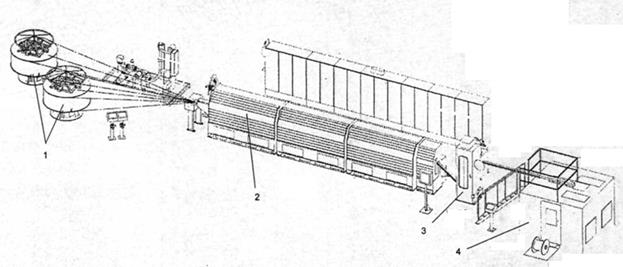
Рисунок 7.1 – Схема линии волочения MSM85
1-отдающее устройство ATV 1800; 2-волочильная машина MSM 85; 3-устройствс компенсации проволоки VM 400; 4-приемное устройство S630.D.G.EA
Отдающее устройство ATV 1800
Вертикальный отдатчик одинарной проволоки из бунтов без скручивания (рисунок 7.2) оснащен тремя тормозами с пневматическим приводом.
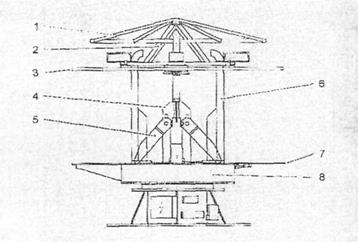
Рисунок 7.2- Отдающее устройство ATV1800
1-маховик; 2-зажимной крест; 3-крышка; 4-центральный узел; 5-клин; 6-центральный сегмент; 7-кантовочный сегмент; 8-вращающийся стол
Два тормоза с настройкой полного давления для функции остановки при аварийном останове. Один тормоз для обратного натяжения при низком давлении для функции остановки, настраивается через потенциометр на панели управления.
Отслеживание конца бунта осуществляется световым барьером, установленным на одном из центральных сегментов.
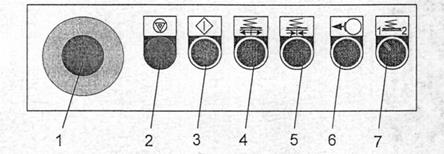
Рисунок 7.3 - Пульт управления приемником
1- Аварийный останов; 2-Быстрый останов линии; 3 - Пуск линии;
4-«Разжать»; 5-«Сжать»; 6-Отпустить тормоз; 7- Выбор отдатчика
Загрузка бунтов катанки в отдающее устройство осуществляется следующим образом:
- вручную выкрутить маховик и при помощи кран-балки снять маховик, зажимной крест и крышку;
- отпустить тормоза, нажав кнопку на пульте управления отдатчиком (Рисунок 7.3);
втянуть центральные сегменты и кантовочный сегмент, нажав на пульте управления кнопку «Сжать»;
- настроить отдатчик на соответствующий внутренний диаметр бунта, передвинув клинья вдоль продольных отверстий;
- установить бунт на отдатчик с помощью кран-балки, исключив свисание свободных концов строп с кантовочного сегмента.
- разжать центральные сегменты и поднять кантовочный сегмент нажатием кнопки «Разжать»;
- после этого установить и закрепить маховик, зажимной крест и крышку.
Допускается загрузку бунтов производить с помощью автопогрузчика, при этом вязки, стягивающие бунт, снять после установки бунта на отдатчик, свободные концы вязок удалить.
Волочильная машина MSM 85 включает в себя:
- волочильный стан;
- приводы;
- систему снабжения волочильной смазкой с охлаждением (теплообменник) и фильтрацией.
Проволочно-волочильный стан имеет горизонтальную конструкцию тандем, состоящий из трех секций (рисунок 7.4) и работающий по принципу волочения без скольжения. Между тяговыми шайбами находятся волокодержатели. Каждая волока и тяговые шайбы омываются, и охлаждаются волочильной смазкой. Оптимальный отвод тепла достигается за счет полного погружения тяговых шайб и волокодержателей в смазочный бак и обмыва волок волочильной смазкой под высоким давлением. Волочильная камера оснащена крышкой с электроприводом для облегчения управления станком и обеспечения полного доступа к тяговым шайбам при заправке машины.
Приводы тяговых шайб волочильной машины (рисунок 4) осуществляются электродвигателями переменного тока, установленными на редукторах Непосредственно на конце вала редукторов установлены тяговые шайбы. Обратный ход тяговых барабанов блокируется. Привод вытягивающей шайбы осуществляется через клиноременную передачу.
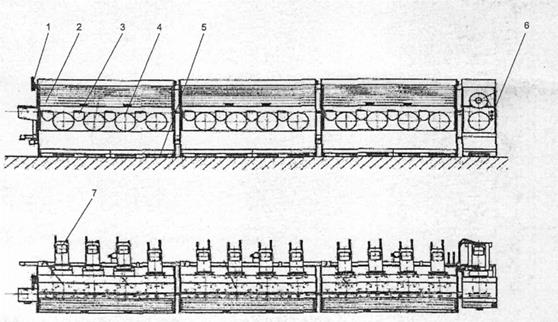
Рисунок 7.4 - Волочильный стан MSM85
1- ручной вентиль для подачи смазки; 2- крышка; 3- волокодержатель; 4- тяговые шайбы; 5- планка-педаль; 6-контроль обрыва проволоки; 7- приводы волочильной машины
Охлаждение двигателей осуществляется централизованной системой циркуляционного хладагента с охлаждением охлаждающей жидкостью (рисунок 7.5).
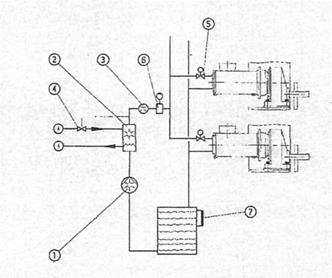
Рисунок 7.5 - Схема циркуляции охлаждающей жидкости
1 - насос; 2 - теплообменник; 3 - реле расхода; 4 - клапан; 5 — клапан; 6 - датчик температуры; 7 - индикатор уровня; А - приток, отток охлаждающей воды.
Бак установки объемом 0,35 м заполняется дистиллированной водой и антифризом. Содержание антифриза в охлаждающей жидкости составляет 25% (0,0875 м) от общего объема жидкости.
Насос (1) качает охлаждающую жидкость через теплообменник (2) для подачи на двигатели. Реле расхода (3) и датчик температуры (6) контролируют циркуляцию охлаждающей жидкости. Рабочая температура охлаждающей жидкости должна быть менее 25°С (при 25°С на пульт управления выводится предупреждение, при 30°С остановка всей линии). С помощью клапана (5) можно индивидуально для каждого двигателя устанавливать количество охлаждающей жидкости (заводская установка примерно 10 л/мин).
Нагретая жидкость возвращается в бак, уровень заполнения бака показывает индикатор заполнения (7).
Намоточное устройство S 630.D.G.EA включает в себя:
- раскладочное устройство;
- устройство переброса проволоки;
Намоточное устройство с цепочным конвейером в шпулере (рисунок 7.6) предназначено для наматывания проволоки на приемный барабан.
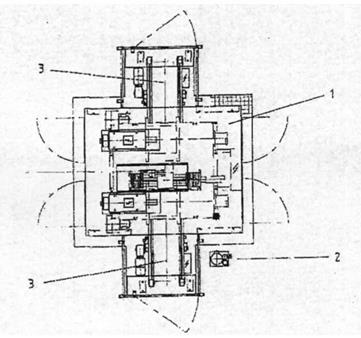
Рисунок 7.6 – Намоточное устройство
1- шпулер; 2- гидроагрегат; 3- цепочный конвейер, гидравлически настраиваемый по высоте для шпуль различного размера;
Укладка проволоки на барабан осуществляется укладывающим роликом. Держатель укладывающего ролика закреплен на направляющей каретке (Рисунок 7.7).
Направляющая каретка перемещается перпендикулярно катушке. Настройка укладки проволоки осуществляется на пульте управления намоточного устройства, где необходимо задать следующие параметры: ширину, шаг и скорость раскладки.
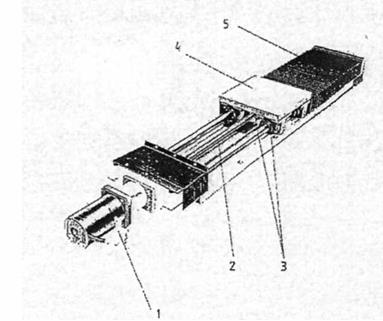
Рисунок 7.7 – Направляющая каретка укладки проволоки.
1- двигатель с тормозом; 2- ходовой винт; 3- направляющие стержни и шариковые втулки; 4- полозья; 5- сильфон.
Возможны два режима укладки проволоки: с постоянным шагом укладки или с постоянной скоростью.
В режиме укладки с постоянным шагом, скорость укладки подстраивается под частоту вращения катушки. Шаг укладки остается постоянным во время всего процесса намотки.
В режиме укладки с постоянной скоростью, в зависимости от степени заполнения катушки, изменяется скорость шага укладки, т.е. чем полнее катушка, тем больше шаг укладки. Вес проволоки на барабане, при этом режиме работы, меньше чем при постоянном шаге укладки.
Устройство переброса проволоки.
Проволоку направить от направляющего шкива (1) (Рисунок 7.8) к шпуле (2) и закрепить на животе катушки. Ролик переброса (3) продвинуть в сторону пустой катушки и механизм переброса проволоки (4) повернуть вниз, проволока должна касаться сердечника пустой катушки. Если проволока не касается сердечника, нужно держатель (5) переместить вниз.
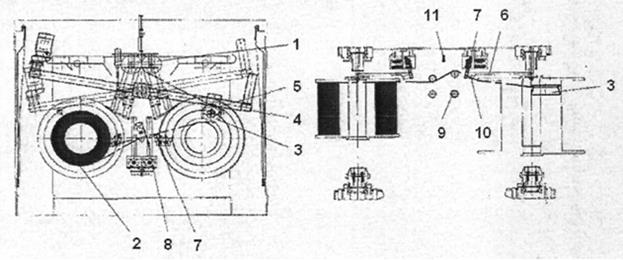
Рисунок 7.8 – Устройство переброса проволоки
1- направляющий шкив; 2- шпуля; 3- ролик переброса; 4- механизм переброса; 5- держатель; 6- ведущий диск; 7- режущая пластина; 8- проволока; 9- закаленный стержень; 10- ударный нож; 11- винт;
Установка механизма обрезки. Расстояние между ведущим диском (6) и режущей пластиной (7) должно быть не более 1 мм, а между проволокой (8) и режущей пластиной (7) не более 20 мм.
Регулировка механизма укладки. Под воздействием магнитного клапана закаленный стержень (9) передвигается вперед и толкает проволоку в позицию обрезки. Второй стержень перемещается одновременно в сторону катушки. Бла-годаря этому проволока перекладывается на полную катушку без образования горки. Проволока при этом не должна касаться ни нижней части ударного ножа (10) ни ведущего диска (6). Для этого, регулировка осуществляется при помощи винта (11). Проволока должна быть проведена точно в коническое отверстие ударного ножа.
Число оборотов катушки при перебросе проволоки из алюминия или алюминиевого сплава на 2% выше номинального числа оборотов пустой катушки. Скорость переброса проволоки составляет 8-12 м/сек.
Технические характеристики линии волочения MSM 85
Максимальное число проволок 1
Максимальное число волок в маршруте волочения 13
Удлинение по ступеням волочения изменяемое
Диаметр тяговых шайб, мм 450
Диаметр вытягивающей шайбы, мм 450
Диаметр проволоки на входе (макс), мм 9,5
Диаметр готовой проволоки, мм от 4,63 до 1,70
Максимальная рабочая скорость, м/с 35
Мощность привода 1-12, кВт 43
Мощность привода вытягивающей шайбы, кВт 61
Габариты бака волочильной смазки, мм 3500x1560x1800;
Заправляемое количество волочильной смазки, м3 8
Давление сжатого воздуха, бар 6
Размеры приемного барабана, мм
диаметр щеки 630
диаметр шейки 355
длина шейки 400
осевое отверстие 127
Date: 2015-07-10; view: 2885; Нарушение авторских прав