Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Продукция прокатного производства
|
|
Форму поперечного сечения прокатанной полосы называют профилем. Совокупность форм и размеров профилей, получаемых прокаткой, называют сортаментом. В СССР почти весь сортамент проката изготовляется в соответствии с ГОСТом (Государственным общесоюзным стандартом). В ГОСТах на сортамент проката приведены площадь поперечного сечения, размеры, масса 1 м длины профиля и допустимые отклонения от номинальных размеров. Сортамент прокатываемых профилей разделяется на четыре основные группы: сортовой прокат, листовой, трубы и специальные виды проката.
Сортовой прокат делят на профили простой геометрической формы (квадрат, круг, шестигранник, прямоугольник) и фасонные (швеллер, рельс, угловой и тавровый профили и т. д.). Круглую и квадратную сталь прокатывают соответственно с диаметром или стороной квадрата 5—250 мм; шестигранную — с диаметром вписанного круга 6—100 мм; полосовую — шириной 10—200 мм и толщиной 4—60 мм.
Цветные металлы и их сплавы прокатывают преимущественно на простые профили — круглый, квадратный, прямоугольный.
Листовой прокат из стали и цветных металлов используют в различных отраслях промышленности. В связи с этим листовую сталь, например, делят на автотракторную, трансформаторную, кровельную жесть и т. д. Расширяется производство листовой стали с оловянным, цинковым, алюминиевым и пластмассовым покрытиями. Кроме того, листовую сталь разделяют на толстолистовую (толщиной 4—160 мм) и тонколистовую (толщиной менее 4 мм). Листы толщиной менее 0,2 мм называют фольгой.
Трубы разделяют на бесшовные и сварные. Бесшовные трубы прокатывают диаметром 30—650 мм с толщиной стенки 2—160 мм из углеродистых и легированных сталей, а сварные — диаметром 5—2500 мм с толщиной стенки 0,5—16 мм из углеродистых и низколегированных сталей.
К специальным видам проката относят колеса, кольца, шары, периодические профили с периодически изменяющейся формой и площадью поперечного сечения вдоль оси заготовки
Инструмент и оборудование для прокатки
|
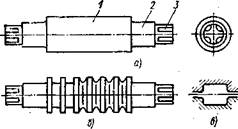
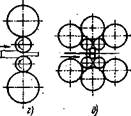
Рис. 2. Инструмент для прокатки:
а— гладкий валок; б — ручьевой валок; в — калибр; г - расположение валков в четырех валковой клети, д – то же, в 12-валковой клети.
Инструментом для прокатки являются валки, которые в зависимости от прокатываемого профиля могут быть гладкими (рис. 2, а), применяемыми для прокатки листов, лент и т. п., ступенчатыми, например для прокатки полосовой стали, и ручьевыми (рис. 2, б) для получения сортового проката. Ручьем называют вырез на боковой поверхности валка, а совокупность двух ручьев образует калибр (рис. 2, в). Каждая пара ручьевых валков обычно образует несколько калибров.
Валки состоят из рабочей части — бочки 1, шеек 2 и трефы 3. Шейки валков вращаются в подшипниках, которые у одного из валков могут перемещаться специальным нажимным механизмом для изменения расстояния между валками и регулирования взаимного расположения их осей. Комплект прокатных валков со станиной называют рабочей клетью; последняя вместе со шпинделем для привода валков, шестеренкой клетью для передачи вращения с одного на два вала, редуктором, муфтами и электродвигателем образуют рабочую линию стана.
Рабочие клети по числу и расположению валков могут быть двухвалковые; четырехвалковые (рис. 2, г), у которых два валка рабочих и два опорных; многовалковые (рис. 2, д), у которых также два валка рабочих, а остальные — опорные. Использование опорных валков позволяет применять рабочие валки малого диаметра, благодаря чему увеличивается вытяжка и снижается усилие деформирования.
Прокатные станы могут быть одноклетьевыми (с одной рабочей клетью) и многоклетьевыми.
Наиболее совершенные многоклетьевые станы — непрерывные, у которых рабочие клети располагают последовательно одну за другой. Прокатываемая полоса через каждую клеть проходит только один раз, т. е. число рабочих клетей этих станов равно требуемому числу проходов полосы. Расстояние между клетями обычно меньше длины прокатываемой полосы, следовательно, она прокатывается одновременно в нескольких клетях. На непрерывных станах достигается высокая производительность при полном исключении ручного труда. Максимальная скорость прокатки на современных непрерывных станах составляет 50—60 м/с.
По назначению прокатные станы подразделяют на станы для производства полупродукта и станы для выпуска готового проката. К первой группе относят обжимные станы для прокатки слитков в полупродукт крупного сечения (блюминги, дающие заготовку для сортового проката, и слябинги, дающие заготовку для листового проката) и заготовочные для получения полупродукта более мелкого сечения.
К станам для производства готового проката относят сортовые, листовые, трубные и специальные. Размер блюмингов, слябингов, заготовочных и сортовых станов характеризуется диаметром бочки валков (например: блюминг 1500; сортовой стан 350); размер листовых станов — длиной бочки (например: стан 3600), а размер трубопрокатных станов — наружным диаметром прокатываемых труб.
Date: 2015-07-02; view: 686; Нарушение авторских прав