Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Составление технологического маршрута сборки изделия.Технологические схемы сборки
|
|
При составлении технологического маршрута сборки определяется последователь- ность выполнения технологических операций и состав средств технологического оснащения сборки. На последовательность выполнения сборки оказывают влияние:
-конструкция, масса и размеры собираемого изделия и его составных частей:
-тип производства и программа выпуска изделий,
-функциональная взаимосвязь элементов изделия и степень их взаимозаменяемости;
-точность сборки и методы ее достижения,
-степень расчлененности изделия на отдельные узлы,
-условия монтажа силовых и кинематических передач;
-число маложестких и легко повреждаемых элементов и др.
При сборке невзаимозаменяемых деталей и изделий на последовательность сборки значительное влияние оказывают необходимость выполнения пригоночных работ, промежуточной разборки и сборки, дополнительной обработки и контроля и т.п.
Разработку последовательности сборки выполняют:
-используя результаты проведенного размерного анализа конструкции собираемого изделия,
-выбора технологических баз,
-установления рациональных методов сборки с учетом такта выпуска, типа производства и организационной формы сборки
При определении последовательности сборки по конструкторской документации выявляют все составляющие узлы, входящие в изделие, и расчленяют их по уровням сборочного состава с целью разработки последовательностей обшей и узловой сборки.
После этого для изделия и каждого отдельного собираемого узла выявляются базовые детали (компоненты), определяющие относительное положение входящих в данное изделие (узел) других деталей и узлов.
Общая сборка изделий и сборка узлов (узловая сборка) начинается с установки на сборочном оборудовании базовой детали (компонента), которая должна обладать достаточной точностью относительного расположения базовых и сопрягаемых поверхностей, необходимой устойчивостью, жесткостью и прочностью, а также возможностью выполнения максимального числа сборочных операций без смены баз.
После выявления базовых деталей определяются положения, которые они должны занимать на позициях сборки. Положение базовой детали выбирается из условия обеспечения максимального удобства и простоты выполнения операций сборки, которые могут осуществляться при вертикальном, горизонтальном или наклонном положении оси сборки.
При выполнении сборки должна соблюдаться такая последовательность установки, при которой смонтированные в первую очередь детали и узлы не должны мешать установке последующих деталей и узлов. В первую очередь устанавливаются детали и узлы, выполняющие наиболее ответственные функции в изделии. При этом при наличии параллельно связанных размерных цепей в изделии установку обычно следует начинать в первую очередь тех деталей и узлов, размеры поверхностей которых являются общими звеньями и принадлежат большему числу размерных цепей.
Последовательность сборки изделия (узла) может быть разработана в нескольких возможных вариантах. Выбор наиболее рационального варианта последовательности сборки осуществляется на основе проведения расчетов экономической эффективности возможных вариантов последовательности сборки. Наиболее целесообразным будет тот вариант последовательности сборки, который обеспечивает минимальную технологическую себестоимость сборки изделия, сокращение никла сборки изделия и уменьшение объема незавершенного производства
При разработке последовательности сборки формирование операций выполняют с учетом однородности и законченности части процесса сборки, типа производства и темпа сборки Длительность операций определяют укрупненно по нормативам с последующим уточнением и корректировкой, с обеспечением достаточно высокой загрузки рабочих мест (порядка 0,9-0,95 и выше).
В серийном производстве при выполнении узловой и общей сборки различных видов изделий периодически сменяемыми партиями длительность и содержание технологических операций должны быть такими, чтобы обеспечивалась высокая загрузка рабочих мест.
Для общей сборки партиями различных видов изделий:

где
Ти 1. Ти 2. Ти к - трудоемкость общей сборки первого, второго, …, к-го изделия; Ти31. Ти32. Тп-3 к - подготовительно-заключительное время для первого,..., к-го изделия;
Р - число партий собираемых изделий в год,
п ~ число сборочных стендов;
к - число изделий собираемых на данном стенде;
N1,N2 … nk - годовая программа выпуска первого, второго,..., к изделия;
Fд - действительный годовой фонд времени рабочих мест (стендов).
При обеспечении равномерного месячного выпуска изделий (P= 12) можно рассчитать по приведенной выше формуле число сборочных стендов. Полученное расчетное значение числа стендов округляют до ближайшего большего целого числа nд, тогда загрузка стенда будет определяться отношением

Если загрузка стендов будет недостаточной, то в этом случае обеспечивают уменьшение мл путем сокращения трудоемкости Ти за счет повышения уровня механизации и автоматизации сборки, применения более производительной оснастки и т п
При недостаточной загрузке стенда при nд = 1 его следует догрузить дополнительной сборкой других изделий
Число и размер собираемых деталей при узловой сборке устанавливается с учетом наименьшей себестоимости сборки и обеспечения комплектности подачи составных частей изделий на общую сборку. Определение оптимальной партии осуществляется с учетом себестоимости сборки, затрат на переналадку оборудования и затрат, связанных с ростом незавершенного производства.
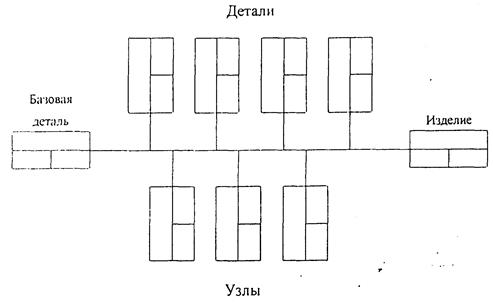
Построение технологических схем сборки. Последовательность общей сборки изделия и узловых сборок в наглядной форме представляют в виде технологических схем сборки. Такие схемы отражают структуру и последовательность сборки изделия и его составных частей.
На технологических схемах общей и узловой сборок каждый составной элемент (деталь, узел) обозначен прямоугольником, разделенным натри части
| Название | |
| № | Колич. |
-в верхней части прямоугольника указывается наименование элемента; (корпус, подшипник, втулка, болт, гайка, и т.д.)
-в левой нижней части - номер, проставляемый на сборочных чертежах и в спецификациях (перед номером для сборочных единиц ставят индекс С.б. (сборка));
- в правой нижней части - число элементов, устанавливаемых на данной операции.
Схема строится в порядке выполнения последовательности сборки, которая начинается с введения в процесс базового элемента (детали или составной части изделия), поэтому этот элемент изображают на схеме вначале, а затем в порядке очередности введения в процесс сборки изображают другие детали и узлы. По номеру базового компонента ставят числовой индекс составной части, куда он входит.
Последовательность сборки изображается на схеме горизонтальной линией, проходящей от базового элемента к собранному изделию (узлу).
Сверху горизонтальной линии располагают в порядке последовательности сборки условные обозначения всех собираемых деталей, а снизу - всех составных частей, входящих в изделие (узел).
На технологические схемы наносят необходимые краткие надписи, поясняющие характер выполняемых технологических операций (запрессовку, клепку, пайку, регулирование, контроль зазоров), когда они не ясны из схемы, а также выполняемый при сборке контроль. Корме того на схемах выполняются краткие пояснительные надписи по выполнению дополнительных работ (например, разборка составных частей изделия, выполняемая в процессе его сборки).
Технологические схемы сборки изделий в наглядной форме отражают последовательность выполнения сборки деталей и узлов, а также одновременную установку нескольких деталей и узлов на базовую деталь.
При составлении схемы общей сборки и схем узловой сборки обеспечивается их необходимая взаимосвязь и стыковка друг с другом в соответствии с последовательностью сборки изделия.
Date: 2015-07-02; view: 2389; Нарушение авторских прав