Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Механизмы для отделения бланков от стопы и их переноса
|
|
Подача листовых заготовок в форме тонких бланков жести, бумаги, картона и т. п. из магазинов или с позиций отрезки на дальнейшие операции производится, как правило, с помощью вакуум-захватов (присосов), реже — чисто механическим способом. Иногда комбинируют вакуум-захват со щипцами или с под-
дувочным).м_^1аещацитедемл
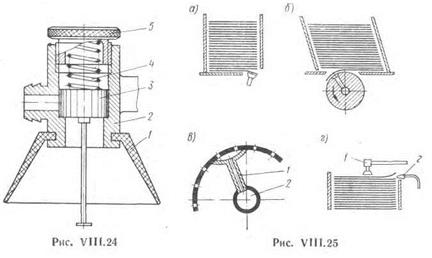
Одна из возможных конструкций вакуум-захват а, укрепляемого на конце рычага исполнительного механизма, показана на рис VIII.24. Захват состоит из корпуса 2, резинового наконечника .1, клапана 3, пружины 4 и колпачка с нарезкой 5. К патрубку корпуса присоединяется отсасьшающий, обычно гибкий, трубопровод. Когда присос опустится и конец клапанного штока упрется в листовую заготовку, клапан поднимется и соединит пространство над колпачком с вакуум-линией.
Вакуум-захват может взять заготовку, находящуюся в стопке магазина, и снизу (рис. VIII.25, а, б, в), и сверху (рис. VIII.25, г). Нижний захват устраивают обычно для мягких заготовок, например для бумажных этикеток. Часто применяют для этого вакуум-валики или сектора. При равномерном вращении валика синхронизация работы секторного присоса (рис. VIII -25, б) с другими механизмами достигается регулировкой расположения клапана 1 полого вала 2, полость которого соединена с вакуум-линией.
Верхний захват 1 (рис. VIII.25, г) применяют для жестких заготовок. Чтобы облегчить их отделение, ставят иногда пневматические распушители 2. По мере израсходования заготовок в стопе необходимо постепенно опускать вакуум-захват, снабжая его специальным щупом, или поднимать сам магазин.
При конструировании автомата с вакуум-захватами нельзя полагаться на наличие магистральной вакуум-линии на предприятии, где будет эксплуатироваться автомат. Поэтому в него встран вают индивидуальный вакуум-насос. Если вакуум-захватный орган в автомате один, то ставят простейший поршневой насос ординарного действия, создающий вакуум на линии всасывания только в моменты захвата и переноса заготовок. Если несколько вакуум-захВатов работают в разные промежутки кинематического цикла, то ставят насос, создающий постоянный вакуум, и предусматривают, кроме того, автоматический золотниковый распределитель, приводимый от РУВ.
Для определения необходимой величины вакуума нужно рассчитать присасывающую силу, которая зависит от разности давлений на заготовку и которая должна быть в 1,5—2 раза больше сил, отрывающих заготовку от присоса,
 ,
,
где  — давление атмосферного воздуха;
— давление атмосферного воздуха;  — давление разреженного воздуха;
— давление разреженного воздуха;  — число присосов;
— число присосов;  — диаметр окружности действия вакуум-присоса;
— диаметр окружности действия вакуум-присоса;  — сумма сил, отрывающих заго-товку, т. е. тяжести, трения, возможного технологического сопротивления и др.;
— сумма сил, отрывающих заго-товку, т. е. тяжести, трения, возможного технологического сопротивления и др.;  — коэффициент запаса надежности.
— коэффициент запаса надежности.
ДЕЛИТЕЛИ И СОБИРАТЕЛИ ПОТОКА
ШТУЧНЫХ ИЗДЕЛИЙ
Поток изделий на транспортере, лотке или желобе часто требуется разделить на несколько ручьев, идущих по своему назначению.
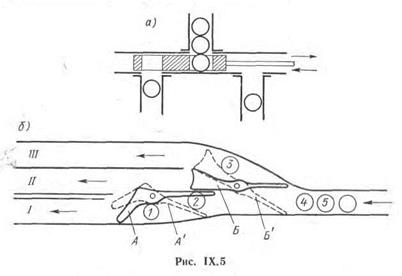
Если поток однорядный, то обычно распределение бывает поочередным: первое изделие пройдет в первый ручей, второе — во второй, третье — опять в первый и т. д. В этом случае поль-зуются простейшими активными распределителями с возвратно-поступательным движением (рис. IX.5, а) или бесприводными автоматическими стрелками и маятниковыми устройствами.
Принципиальная схема последовательного деления однорядного потоки штучных изделий на ручьи с помощью стрелок дана па рис. IX.5,б. Изделие 1, проходи и ручей 1, задевает захвост  стрелки
стрелки  и переводит ее в положение
и переводит ее в положение  , показанное штриховым контуром.
, показанное штриховым контуром.
Изделие 2 уже не сможет пройти в ручей I и попадет в ручей II. При этом оно переведет стрелку А в первоначальное положение. Кроме того, задев за хвост стрелки Б, оно переведет и ее в положение Б'. Этим самым откроется доступ изделию 3 в ручей III. Но как только оно пройдет туда, полностью будет восстановлено первоначальное положение. Поэтому изделие 4 пройдет снова в ручей I, изделие 5 — в ручей II и т. д.
Используя этот принцип, можно разбить поток и на большее число ручьев. Поток может быть расположен как в горизонтальной плоскости, так и в наклонной или вертикальной. В последнем случае конструкция стрелок должна обеспечивать устойчивость их в обоих положениях после каждого поворота. Стрелки подвесных рельсовых путей, широко применяемых на мясокомбинатах и холодильниках, описываются в специальных руководствах.
При питании заверточных автоматов штучными изделиями часто возникает необходимость собрать несколько потоков изделий в один. На рис. IX.6, а представлено одно из устройств, выполняющих эту операцию. Изделия, например конфеты, транспортером 7 переносятся между неподвижными направляющими 8 к наклонному склизу 6. По аналогичным каналам склиза с направляющими 5 они выравниваются в один ряд с помощью приспособления, состоящего из укрепленных на валу 3 у гловых планок 4. Если правая удлиненная часть планки поднята, а левый козырек опущен, то изделие может соскользнуть до упора в козырек. Когда под всеми планками наберется ряд изделий, контактные щупы дают сигнал на поворот вала по часовой стрелке. Упорные козырьки поднимаются и припускают этот ряд изделий на поперечный транспортер (склиз 2 с толкателем 1), а правые части планок в это время придерживают последующие изделия.
На рис. IX.6, б дана схема аналогичного устройства, примененного в автоматах для завертки карамели или кускового са хара. Изделия с транспортеров 1 и 4 подаются дисками 2 и 3 на транспортер 5. Толкатели 6 и 7 попеременно сталкивают изделия с того и другого канала на транспортер 9, образуя таким образом один поток изделий в канале 8.
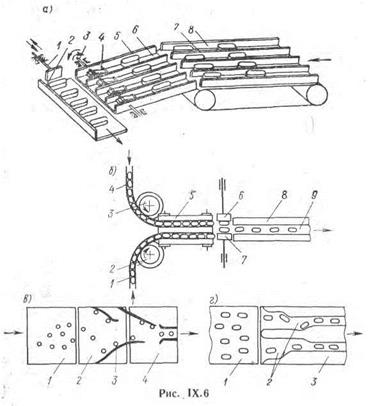
Соединение потоков может быть выполнено и комплектом пря-молинейных или криволинейных, неподвижных или вибрирующих направлющих. На рис. IX.6, в изображено устройство, состоящее из трех последовательно расположенных транспортеров 1, 2 и 4 с расположенными над ними направляющими 3. Неориентированные беспорядочно расположенные изделия подаются с транопортера 1 к транспортеру 2, имеющему большую скорость, что необходимо для увеличения шага между изделиями. Проходя последовательно ряд направляющих 3, изделия перестраиваются в один поток.
На рис. IX.6, г изделия с транспортера 1 поступают в каналы 2 вибростола 3. Форма входной части каналов выполнена таким образом, что обеспечивает прохождение изделий при соеди нении потоков без заклинивания.
Date: 2015-07-17; view: 445; Нарушение авторских прав