Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Элементы теории автоматического ориентирования
|
|
Количество ориентированных объектов, выдаваемых из бункерного ориентирующе-питательного устройства за один цикл работы захватного органа, например за один двойной ход сектора (рис VIII.5) или один оборот диска (рис. VIII.3), непостоянно. В лучшем случае за один рабочий цикл бункер выдаст столько деталей, сколько захватный орган их может вместить, например столько, сколько имеется захватных крючков (рис. VIII.4). Тогда максимальная секундная производительность  БОПУ определилась бы по формуле
БОПУ определилась бы по формуле
 ,
,
где  — количество гнезд, карманов, крючков или других рабочих элементов захватного органа;
— количество гнезд, карманов, крючков или других рабочих элементов захватного органа;  —число рабочих циклов или оборотов в единицу времени.
—число рабочих циклов или оборотов в единицу времени.
Но захваты беспорядочно расположенных изделий — события случайные, и может случиться так, что за тот или иной рабочий цикл захватный орган, пройдя сквозь толщу деталей, не встретит на своем пути ни одной заготовки в положении, удобном для захвата. Поэтому производительность БОПУ, которая выражается средним за время работы количеством деталей, выдаваемых из бункера в единицу времени, будет всегда меньше максимально возможной, которая определяется по формуле (VIII. 13). Но именно эта средняя фактическая производительность БОПУ и должна соответствовать теоретической производительности машины, которую нужно питать. Переменная же разность между средней производительностью БОПУ и мгновенными значениями ее должна компенсироваться промежуточным буферным накопителем.
Отношение между фактическим и максимально возможным значениями производительности БОПУ назовем коэффициентом отдачи  . Таким образом,
. Таким образом,
 .
.
Имея в виду, что  и
и  , получим
, получим
где  — диаметр окружности, по которой расположены изделия;
— диаметр окружности, по которой расположены изделия;  — длина изделия;
— длина изделия;  — длина промежутка между изделиями;
— длина промежутка между изделиями;  — линейная скорость.
— линейная скорость.
Коэффициент отдачи является, по существу, вероятностью захвата заготовок захватным органом и в общем виде при пассивном ориентировании
где  —- вероятность незахвата изделия по какой-то г-й причине.
—- вероятность незахвата изделия по какой-то г-й причине.
К числу таких причин относятся, например, такие: захватный орган подошел к изделию, а оно находится в положении, не благоприятном для захвата; слишком велика скорость захватного органа и он не успевает захватить изделие; слишком высокая сцеп-ляемость изделий и т. д.
Исследования, проведенные М. В. Медвидем [51 ] в области БОПУ металлообрабатывающих автоматов, показали, что частные вероятности, входящие в формулу (VIII. 16), поддаются расчету и могут быть даже заранее определены с достаточной для практических целей точностью для предметов не слишком сложной формы, с известными механическими характеристиками.
В самом деле, целью автоматического ориентирования движущихся в потоке предметов является лишить их без содействия человека пяти или четырех (для тел вращения) степеней свободы. Основным методом ориентирования является базирование заготовок на плоскостях или других поверхностях, сопряженных друг с другом. Если, например, две пересекающиеся плоскости установить наклонно так, чтобы заготовки под действием силы тяжести или 
 под действием иных сил устремлялись к их стыку, то заготовки будут переходить от произвольных положений в некоторое устойчивое положение, определяемое геометрией стыкованных поверхностей. Эти поверхности (одна из них называется основной, другая — направляющей) и будут в данном случае ориентирующим органом. Ориентируемые предметы могут иметь и не одно устойчивое положение. Поэтому для некоторых предметов возникает необходимость первичного и вторичного ориентирования.
под действием иных сил устремлялись к их стыку, то заготовки будут переходить от произвольных положений в некоторое устойчивое положение, определяемое геометрией стыкованных поверхностей. Эти поверхности (одна из них называется основной, другая — направляющей) и будут в данном случае ориентирующим органом. Ориентируемые предметы могут иметь и не одно устойчивое положение. Поэтому для некоторых предметов возникает необходимость первичного и вторичного ориентирования.
При проектировании ориентирующих устройств нужно экспериментально, а где можно — с помощью расчета — установить наиболее вероятное устойчивое положение ориентируемых изделий. Во многих случаях преобладающим будет положение изделий на плоскости по наибольшей протяженности или наибольшей площади. Например, при падении на плоскость изделий в форме параллелепипеда с ребрами  вероятности того, что параллелепипед ляжет на ту или иную сторону, будут пропорциональны боковым его поверхностям. Положение параллелепипеда «плашмя» является наивероятным.
вероятности того, что параллелепипед ляжет на ту или иную сторону, будут пропорциональны боковым его поверхностям. Положение параллелепипеда «плашмя» является наивероятным.
Однако не всегда одни чисто геометрические параметры обусловливают устойчивость ориентируемых изделий, хотя они и играют основную роль. Помимо них принято учитывать также следующие параметры изделий:
расположение центра тяжести;
контуры проекций изделия на основную и направляющую ориентирующие поверхности;
наличие углублений, срезов, внутренних полостей;
состояние поверхности: ее адгезионные свойства, шероховатость и т. д.
Для твердых однородных заготовок простой формы частные вероятности, входящие в формулу (VIII.16), рядом авторов рассчитаны теоретически и экспериментально проверены [51, 58 и др. ]. Полученные данные частично могут быть использованы для решения многих задач автоматического питания продовольствен
ных машин. Однако теория автоматического ориентирования разнообразнейших пищевых изделий требует еще тщательной разработки.
АВТОМАТИЧЕСКИЕ ДОЗАТОРЫ ОРИЕНТИРОВАННЫХ ШТУЧНЫХ ИЗДЕЛИЙ
Ориентированные в определенном положении изделия, выходящие непрерывным потоком из бункерных или других устройств, а также изделия, находящиеся в магазинных устройствах, надо отделить друг от друга и порознь или порциями ввести в цикл работы основной технологической машины. Механизмы, выполняющие эту функцию ориентирования изделия во времени и строго периодической подачи их, будем называть автоматическими дозаторами штучных изделий.
В Общем случае такие дозаторы могут включать в себя отдель-ные элементы — отсекатели, подаватели и дистанционеры. Отсе-катели отделяют одно изделие от потока или от стопки изделий, находящихся в магазинном устройстве. Отделенное изделие может далее транспортироваться без помощи специальных механизмов; в этом случае отсекатель выполняет полностью роль дозатора.
Иногда отделенное от потока изделие нужно еще подать к назначенному месту специальным механизмом, который можно назвать подавателем. Наконец, можно разделить сплошной поток так, чтобы каждое изделие находилось от другого на определенном расстоянии. Устройства, обеспечивающие определенные расстояния между подаваемыми изделиями, называются дистанцион е р а м и.
Бывает и так, что при передаче изделий из одной позиции в другую или с одного транспортера на другой их надо переориентировать. Для этого пользуются различного рода манипуляторами.
Рассмотрим некоторые конструктивные схемы дозаторов штучных изделий, за исключением отделителей бланков от пачки, кторые - будут рассмотрены отдельно
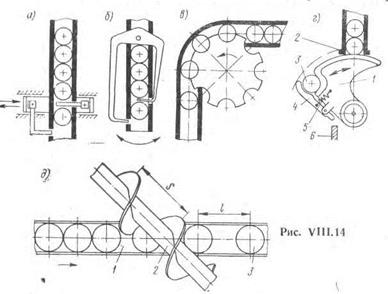
На рис. VIII.14 приведены схемы некоторых типовыд ртсека-телей на выходе из потока изделий из желоба или транспортера.
Штифтовые отсекатели (рис. VIII. 14, а и б), обычно расположенные параллельно друг другу на расстоянии один от другого, немного большем размера изделий, имеют поперечное потоку возвратно-поступательное либо качательное движение. Поток изделий задерживается поочередно то одним, то другим штифтом. За| каждый двойной ход освобождается нижнее изделие, которое и поступает на дальнейшую обработку. Длина штифтов должна быть такой, чтобы невозможно было движение заготовок в нейтральном положении штифтов.
На рис. VIII. 14, в дана схема отсекателя-дистанционера в виде звездочки или барабана. Величина заданной дистанции определяется скоростью вращения звездочки и скоростью транспортера, на который передаются изделия.
На рис. VIII. 14, г показан мотылевый отсекатель-подаватель, применяемый в бутылкомоечных машинах. При повороте мотыля 1 вправо захватная лапка 4 упирается в выступ желоба 2 и, преодолевая действие пружины 5, открывает захват, в который выпадает очередная бутылка 3. При повороте корпуса влево подпружиненная лапка 4 зажимает бутылку до тех пор, пока своим хвостовиком не упрется в неподвижный упор 6. Когда это произойдет, захват раскроется и бутылка соскользнет с лапки 4.
Очень просты и надежны шнековые питатели-дистанционеры (рис. VIII. 14, д). Расположенный под углом к транспортеру 1 непрерывно вращающийся шнек 2 с шагом 5 обеспечивает постоянную дистанцию между заготовками 3.
На рис. VIII. 15 дана схема узла питания одного из папиросных автоматов. Этот узел является промежуточным между транспортером 1, на котором движутся непрерывным потоком расположенные одна за другой цилиндрические заготовки, и транспортером 7 с гнездами для каждой заготовки, находящимися друг от друга на заданном расстоянии. Узел состоит из буферного магазина с качающимся коромысловым ворошителем 2 и вращающимся выравни вателем 3, барабана 4 с дуговой неподвижной направляющей 5 и зубчатого вращающегося отсекателя-дистанционера 6. Устройство ясно без дополнительного описания. При наладке узла необ-_ходимо синхронизировать работу отсекателя 6 с транспортером 7.
Date: 2015-07-17; view: 565; Нарушение авторских прав