Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Выбока гнезд и отверстий на сверлильно-пазовальных станках
|
|
В качестве инструмента применяются сверла или концевые фрезы соответствующего диаметра. Режущий инструмент имеет, кроме вращения, осевую и боковую подачи относительно заготовки. – Принципиальная схема горизонтального сверлильно-пазовального станка показана на рисунке 28.2.
Станки бывают с ручной и механизированной подачей. При ручной подаче рабочий с помощью двух рычагов надвигает суппорт на заготовку, а боковую подачу выполняет путем перемещения стола. Настраивают станок по пяти размерам: а— ширина паза (гнезда); б— расстояние паза от пласти заготовки; в— глубина паза; г— расстояние паза от торца; д— длина паза.
Размер а зависит от диаметра сверла и его биения. Размер б обеспечивается настройкой положения стола по высоте. Направление и элемент регулирования показаны стрелками. Размер в по глубине паза определяется положением упора, ограничивающего глубину надвигания сверла. Расстояние паза от торца и длина его достигаются перемещением винтов, ограничивающих боковое передвижение каретки станка, на которой базируется заготовка.
Концевые фрезы различают: по количеству боковых режущих граней—однозубые, двухзубые; по положению оси вращения — затылованные и незатылованные; по материалу—стальные или с твердым сплавом.
Стальные фрезы делятся на три типа. Тип 1 незатылованные и тип 2 затылованные однозубые применяются для фрезерования по контуру, тип 3 — для выборки пазов (гнезд). Однозубые фрезы работают только одной гранью, но имеют достаточный объем впадины для стружки. Их изготавливают диаметром от 3 до 25 мм. Тонкие концевые фрезы часто ломаются из-за превышения подачи или чрезмерного заглубления их. При обработке твердых материалов применяют концевые фрезы, оснащенные пластинками твердого сплава.
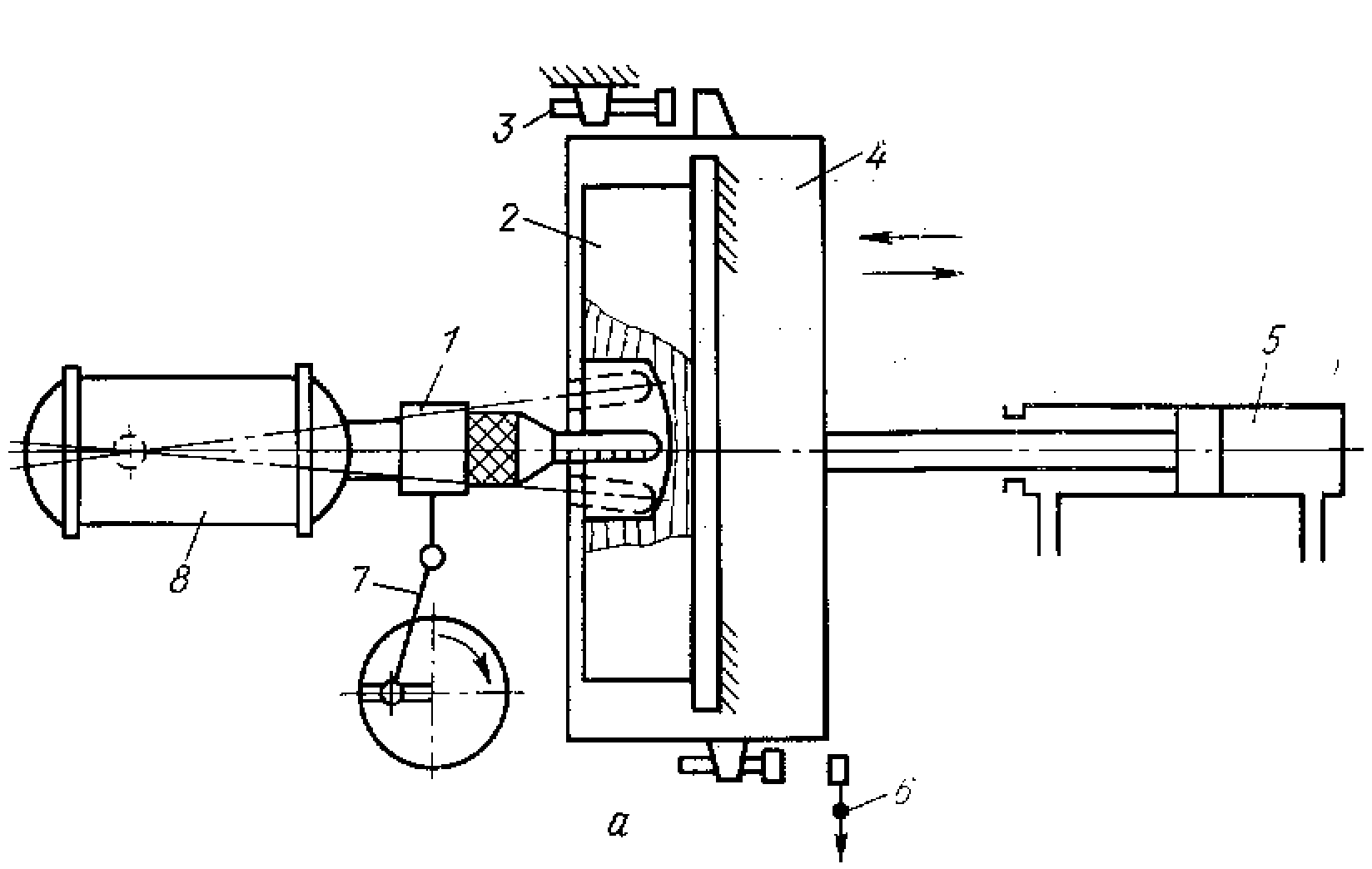
а — принципиальная схема действия: / — шпиндель; 2 — заготовка; 3 — регулируемый упор; 4 — стол; 5 — гидроцилиндр: 6 — переключатель; 7 — механизм осцилляций; 8 — электродвигатель
Рисунок 7.3 – Принципиальная схема горизонтального сверлильно-пазовального станка
При выборке пазов (гнезд) на сверлильно-пазовальном станке с помощью спирального сверла и концевой фрезы важным моментом является необходимость ограничения размера паза последовательным высверливанием отверстий по его концам. Затем, высверливая отверстия торцовой режущей гранью спирального сверла, последовательно удаляют материал в промежутке между крайними отверстиями. После этого, не вынимая сверла, поперечными движениями расчищают все гнездо. Качество поверхности боковых стенок паза при фрезеровании концевой фрезой значительно лучше. Производительность работы с концевыми фрезами выше, чем со спиральными сверлами, которые требуют значительно большего количества проходов с затратами времени на холостой ход. Применение концевых фрез обеспечивает повышение производительности в 1,2—1,5 раза по сравнению с применением спиральных сверл. Осевая подача на один оборот сверла и концевой фрезы зависит от твердости древесины от 0,1 до 2 мм. При боковой подаче при фрезеровании торцовой фрезой от 0,5 до 0,65 мм на оборот (меньшие значения для малых диаметров).
Сверлильные станки делятся на горизонтальные, вертикальные, односторонние, двух- и многосторонние, одношпиндельные и многошпиндельные. При изготовлении щитовых деталей с большим количеством отверстий в пластях и кромках целесообразно применять многошпиндельные станки типа СГВП (Станок горизонтально- вертикальный присадочный).
Сверлильно-фрезерные станки СМ-600Ф2, СМ-600Ф4, СМ-900Ф2
Прецизионные сверлильно-фрезерные станки с ЧПУ с регулировкой по координате Z СМ-600Ф2, СМ-600Ф4 и СМ-900Ф2 предназначены для группового сверления и фрезерования пакетов заготовок печатных плат из стеклотекстолита по заданной программе от системы числового программного управления.
Процесс обработки заготовок печатных плат происходит на станке, который обеспечивает фиксацию предварительно подготовленных заготовок печатных плат на рабочем столе с помощью пневмозажимов, перемещение стола в зону обработки, сверление и фрезерование с заданной точностью в декартовой системе координат по командам от СЧПУ и обратную связь с СЧПУ.
Передача режущего инструмента в зону обработки и автоматическая смена инструмента осуществляется с помощью устройств подачи инструмента.
Date: 2015-07-17; view: 922; Нарушение авторских прав