Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Расчет припусков на механическую обработку
|
|
Расчет припусков начинается с определения по формулам минимального припуска Zmin - припуск, удаление которого с обрабатываемой поверхности технически необходимо для обеспечения требуемой точности и эксплуатационных качеств детали. Припуск складывается из отдельных элементов, связанных с различными погрешностями, т. е.
 - для обработки цилиндрических поверхностей.
- для обработки цилиндрических поверхностей.
Z1 – слой металла, который необходимо удалить с заготовки для устранения неровностей после предыдущей обработки  и дефектного слоя
и дефектного слоя  , возникающего в связи с обезуглероживанием, коррозией, переклепом, образованием трещин и т. п.
, возникающего в связи с обезуглероживанием, коррозией, переклепом, образованием трещин и т. п.
Для тел вращения

При односторонней

Z2 - слой металла, удаляемый для компенсации погрешности формы и пространственных отклонений относительно базовых поверхностей исходной заготовки (не соосность, не параллельность поверхностей) и линии центровых отверстий, не перпендикулярность торцовых поверхностей к линии центровых отверстий;
Z3 – слой металла, удаляемый для компенсации погрешности установки детали.
При обработке плоскостей, направление векторов поверхностей которых совпадают, то

При этом (в конкретных условиях проектируемой операции) формулы для расчета минимальных припусков могут несколько видоизменяться.
При обработке отверстий самоустанавливающимися инструментами (протягивание, развертывание, хонингование, доводка, калибровка и бесцентровое шлифование) Z3=0 и тогда

При суперфинишировании и полировании валов и отверстий, когда не ставится задача повышения точности заготовок, а только ограничиваются требованиями уменьшения шероховатости поверхности и устранения дефектов поверхностного слоя, принимают:
Z2=0 и Z3=0

При чистовом шлифовании деталей после их предварительной механической или термической обработки и при отсутствии дефектного слоя, когда ставится задача достижения минимальной шероховатости, принимают:
ТАi-1=0 
После определения величины минимального припуска устанавливается размер максимально возможного при неблагоприятных сочетаниях промежуточных размеров припуска Zmax.
Когда значение истинного припуска зависит от нескольких размеров, его величина Z рассматривается как замыкающее звено А0.

откуда
При числе размеров, от которых зависит колебание величины припусков, равно или больше четырех, наибольших припусков может быть определено из выражения

Расчет припусков может быть также произведен и по предельным размерам составляющих звеньев по формулам:


Когда припуск принимается в качестве замыкающего звена размерной цепи.

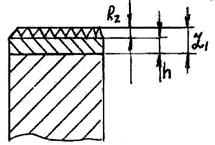
 –высота микронеровностей
–высота микронеровностей
Ti-1- глубина дефектного поверхностного слоя
A – удаляемая дефектная часть поверхностного слоя
B – не удаляемая поверхность
C – основная структура металла
Пространственное отклонение ρi-1 (производственная погрешность) расположения обрабатываемой поверхности относительно базовых поверхностей заготовки.
К ним относятся:
- не соосность обтачиваемых ступеней базовым шейкам или линии центровых гнезд заготовок ступенчатых валов;
- не соосность наружной (базовой)поверхности и растачиваемого отверстия заготовок втулок, дисков и гильз;
- неперпендикулярность торцовой поверхности оси базовой цилиндрической поверхности заготовки;
- не параллельность обрабатываемой и базовой поверхностей заготовок корпусных деталей и другие поверхности взаимного расположения обрабатываемых и базовых элементов.
Примечание: Z2 – пространственное отклонение обозначается «ρ»
Z3 – погрешность установки заготовки «ε».
hi-1 – дефектный слой «Т»
Date: 2016-08-31; view: 566; Нарушение авторских прав