Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Сварка покрытыми электродами и порошковой проволокой.
|
|
Большой объем сварки выполняется вручную покрытыми электродами. В зависимости от прочностных показателей свариваемой стали и требований к сварной конструкции назначается тип электродов. Наиболее широкое применение в последние годы для сварки конструкций из низкоуглеродистых сталей получили электроды типа Э46Т с рутиловым покрытием (АНО-3, АНО-4, ОЗС-4, МР-3 и др.). Эти электроды благодаря более благоприятным гигиеническим характеристикам и высоким технологическим свойствам вытесняют электроды с руднокислым покрытием (ОММ-5, ЦМ7 и др.). Для особо ответственных сварных конструкций применяют электроды с фтористо-кальциевым и фтористокальциеворутиловым покрытием типа Э42А, например марок УОНИ-13/45 и СМ-11, обеспечивающие повышенную стойкость металла шва против кристаллизационных трещин и более высокие пластические свойства. Недостатком электродов УОНИ-13/45 является необходимость проведения сварки только постоянным током (обратная полярность), а также пониженная стойкость против образования в металле шва пор при наличии ржавчины на кромках или увлажнении покрытия. Электроды СМ-11 в отличие от электродов УОНИ-13/45 пригодны для сварки не только постоянным, но и переменным током. Широкое применение находят высокопроизводительные электроды с железным порошком в покрытии и электроды для сварки с глубоким проваром (АНО-5 и др.). Для высокопроизводительной сварки вертикальных швов способом сверху вниз используют электроды АНО-9 (тип Э50АФ). Сварку ведут методом опирания, ток переменной или постоянной обратной полярности. Электроды с таким покрытием пригодны также и для сварки в других пространственных положениях.
Механические свойства металла швов, сваренных покрытыми электродами, как правило, не уступают основному металлу и в зависимости от типа покрытия и от условий сварки изменяются в широких пределах. Режим сварки низкоуглеродистой стали выбирают в зависимости от толщины свариваемого металла и типа шва (однослойный, многослойный):
Толщина металла, мм
0,5-1,0 1,1-2,0 2,1-5,0 5,1-10,0 10,1-20,0 Св. 20,0
Диаметр электрода, мм
1,0-1,5 1,5-2,5 2,5-4,0 4,0-5,0 5,0-6,0 6,0-8,0
Род и полярность тока выбирают исходя из особенностей электродного покрытия. При ручной дуговой сварке низкоуглеродистых сталей на всех практически применяемых режимах обеспечиваются достаточно высокие пластические свойства металла околошовной зоны. Поэтому в большинстве случаев не требуется применения специальных технологических мер, направленных на предотвращение образования на этом участке закалочных структур. Однако при сварке угловых швов на толстом металле и сварке первого слоя многослойного шва рекомендуется предварительный подогрев свариваемых деталей до температуры 120—150°С, что обеспечивает повышение стойкости металла шва против кристаллизационных трещин.
При исправлении дефектных участков швом малого сечения (беглым швом) в связи со значительными скоростями остывания металла этот подварочный шов обладает пониженными пластическими свойствами. Поэтому подварку дефектных участков следует производить швами нормального сечения длиной не менее 100 мм. Для уменьшения скорости охлаждения перед исправлением дефектного участка рекомендуется местный подогрев примерно до температуры 150° С. Подогрев можно производить любым способом. Менее эффективны последующие местный отпуск или нормализация ремонтировавшегося участка шва. Наличие непереваренных прихваток и мест с подваркой беглым швом резко снижает пластичность металла на этом участке и может привести к понижению эксплуатационной надежности конструкции.
 Сварка низкоуглеродистых сталей.
Сварка низкоуглеродистых сталей.
Сварка под флюсом.
Получение равнопрочных сварных соединений при сварке низкоуглеродистой стали под флюсом достигается в основном за счет применения высококремнистых марганцев флюсов АН-348-А, ОСЦ-45 и т. п. и низкоуглеродистой сварочной проволоки Св-08 и Св-08 А. При этом достигается высокая стойкость металла шва против образования кристаллизационных трещин и пор. При сварке особо ответственных сварных конструкций эти флюсы применяются в сочетании со сварочной проволокой Св-08ГА. Основной объем работ по автоматической сварке низкоуглеродистой стали выполняется сварочной проволокой диаметром 4 и 5 мм. Для автоматической сварки тонкого металла используется проволока диаметром 0,8—3 мм. Полуавтоматическая сварка выполняется проволокой диаметром 0,8—2 мм.
Сварка стыковых швов.
В конструкциях из низкоуглеродистой стали широко применяется сварка стыковых швов без разделки кромок. Увеличение доли основного металла в металле шва, характерное для этого случая, не является препятствием для применения такой технологии, так как содержание углерода в основном металле невелико. Разделка кромок необходима для улучшения формирования шва и в тех случаях, когда толщина основного металла превосходит толщину, которую можно проплавить без разделки кромок. Режим сварки стыковых соединений зависит от типа шва (односторонний, двусторонний, однослойный, многослойный), способа подготовки кромок (без разделки кромок, с разделкой кромок, с обязательным зазором) и от способа удержания сварочной ванны (на флюсовой подушке, на медной прокладке, с ручной подваркой). При сварке на флюсомедной или стальной подкладке режим сварки двусторонних швов такой же, а режим сварки односторонних швов отличается несколько большей силой тока (табл.5, 6).

Табл.5.
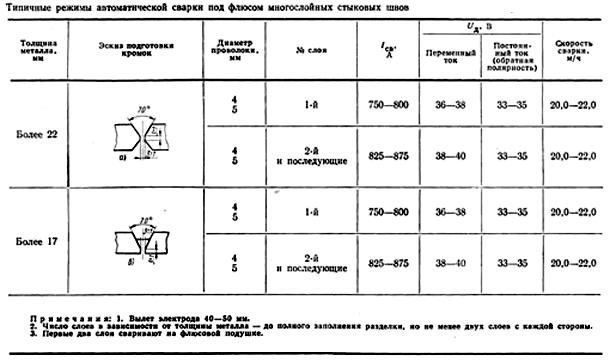
Табл.6.
Date: 2016-08-29; view: 633; Нарушение авторских прав