Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Технологический процесс сборки и сварки изделия.
|
|
Перед сваркой необходимо зафиксировать трубы так, чтобы не допустить смещения кромок. Для этого лучше всего подходит рычажно-винтовая стяжка. 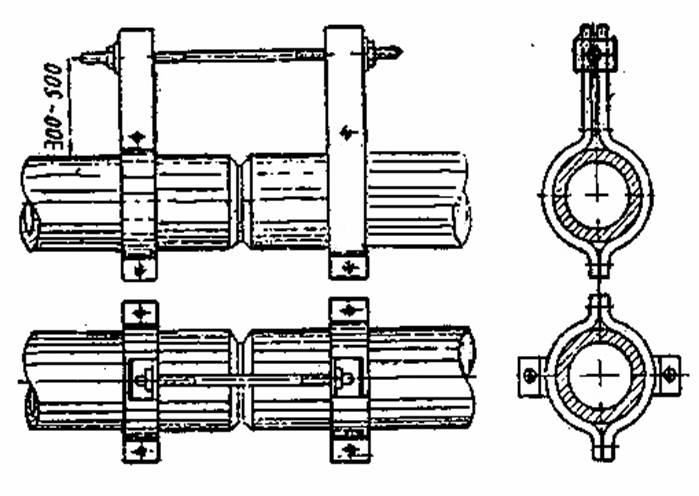
Кромки и околошовная зона должны быть зачищены от масла, ржавчины, и т.д.
Во время стяжки необходимы выставить зазор между кромками, который должен составлять 2-2,5 мм. После стяжки необходимо прихватить изделие в 3 местах. Длинна прихватки должна составлять 6-8 мм и структурно не отличаться от корневого слоя шва. При последующей заварке корневого слоя прихватки переплавляются. Сварку следует производить прерывистой дугой, наплавляя металл с одной кромки на другую, либо короткими швами по 8-12 мм. При сварке заполняющего слоя необходимо следить за тем, чтобы наплавленный металл не выходил за внешние пределы кромок, заполняя лишь пространство от корневого шва до верхних границ кромок. При сварке облицовочного слоя необходимо перекрыть заполняющий слой шва, проварив при этом кромки основного изделия.
| ОПЕРАЦИОННО-ТЕХНОЛОГИЧЕСКАЯ КАРТА НА РУЧНУЮ ДУГОВУЮ СВАРКУ КОЛЬЦЕВОГО ШВА СО СКОСОМ КРОМОК ДИАМЕТРОМ ТРУБ 159ММ. В ПОВОРОТНОМ ПОЛОЖЕНИИ | |||||||||
| Характеристики соединяемых деталей | |||||||||
| Свариваемое изделие | Размер (мм) | Толщина (мм) | Марка или тип стали | Общий вид изделия

| |||||
| Трубы | 159x1000 159x1000 | S1-6 S2-6 | Сталь 20 | ||||||
| ПЕРЕЧЕНЬ И ПОСЛЕДОВАТЕЛЬНОСТЬ ОПЕРАЦИЙ | |||||||||
| № п/п | Операция | Содержание операций | Оборудование, инструмент и материалы | ||||||
| 1. | Правка, очистка заготовок | Произвести правку заготовок, очистить от загрязнений металлической щёткой: ржавчины, окалины. | Металлическая щетка, молоток | ||||||
| 2. | Сборка и прихватка изделий для кольцевого соединения | Зафиксировать трубы таким образом, чтобы они находились на одном уровне без смещения кромок с помощью рычажно-винтовой стяжки, оставив зазор 2,5-3 мм. | Металлическая щетка, молоток шлакоотделитель, источник питания, электроды, рычажно-винтовая стяжка | ||||||
| 3. | Сварка корневого шва | Выбрать и установить необходимый режим сварки для корневого слоя шва, выбрать марку и диаметр электрода, выполнить сварку корневого шва соблюдая технологический процесс: угол наклона электрода, скорость сварки, манипуляции электродом. После сварки зачистить шов от шлака и брызг. Осмотреть шов на наличие дефектов, при наличии устранить. | Металлическая щетка, молоток шлакоотделитель шаблон сварщика, источник питания, электроды LB-52U 2.6мм | ||||||
| 4. | Сварка заполняющего шва | Выбрать и установить необходимый режим сварки для заполняющего слоя шва, выполнить сварку заполняющего шва соблюдая технологический процесс: угол наклона электрода, скорость сварки, манипуляции электродом. После сварки шов необходимо зачистить и осмотреть на наличие дефектов, при обнаружении которых устранить. | Металлическая щетка, молоток шлакоотделитель шаблон сварщика, источник питания, электроды LB-52U 3.2мм | ||||||
| 5. | Сварка облицовочного слоя шва | Выбрать и установить необходимый режим сварки для облицовочного слоя шва, выполнить сварку облицовочного шва соблюдая технологический процесс: угол наклона электрода, скорость сварки, манипуляции электродом. | Металлическая щетка, шаблон сварщика, источник питания, электроды LB-52U 4.0мм | ||||||
| Очистка швов от шлака, визуальный контроль, выявление дефектов | Произвести при помощи молотка шлакоотделителя, металлической щетки и зубила очистку шов от шлака и брызг металла, визуальным осмотром провести контроль качества швов, при выявлении дефектов исправить. | Защитные очки, молоток шлакоотделитель, металлическая щетка | |||||||
Date: 2016-07-25; view: 558; Нарушение авторских прав