Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Краткие теоретические сведения
|
|
В литейном производстве роль основного инструмента для изготовления отливок выполняет литейная форма. Она представляет собой систему элементов, образующих рабочую полость, при заливке которой расплавленным металлом формируется отливка.
Набор элементов технологической оснастки, необходимый для образования при формовке рабочей полости литейной формы, соответствующей конфигурации и размерам отливки, называют модельным комплектом. В состав модельного комплекта входят модели, подмодельные и модельные плиты, модели элементов литниковой системы. По конструкции, обусловливаемой удобством формовки, модели бывают неразъемные и разъемные (рис. 4.1). Неразъемные модели применяют при получении отливок, преимущественно заформовываемых в одной половине формы. Разъемные модели широко используют при производстве отливок более сложной и разнообразной конфигурации, когда модель формуется в двух опоках.

| 
| Рис. 4.1. Общий вид моделей: а – неразъемная модель; б – разъем-ная модель: 1 – шипы; 2 – верх- няя половина модели; 3 – нижняя половина модели |
| а | б |

| 
| 
| 
|

| 
| ||
Рис. 4.2. Модели элементов литниковой системы: 1 – стояк; 2 – шлакоуловитель; 3 – питатель; 4 – выпор; 5 – литниковая воронка; 6 – литниковая чаша
Совокупность каналов и элементов литейной формы, служащих для подвода расплавленного металла в рабочую полость формы и обеспечения благоприятных условий ее заполнения, а также питания отливки при затвердевании называют литниковой системой (рис. 4.2). Наиболее часто литниковая система включает следующие элементы: литниковую чашу, или воронку, стояк, зумпф, шлакоуловитель, питатели, выпор.
Опоки, штыри и подопочные плиты относят к опочной оснастке (рис. 4.3).

Рис. 4.3. Опочная оснастка: 1 – штыри; 2 – ручки; 3 – ребра;
4 – подопочная плита; 5 – ушки
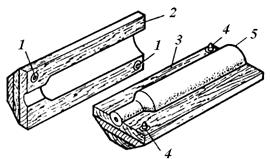
Рис. 4.4. Общий вид стержневого ящика со стержнем: 1 – втулки;
2, 3 – половины стержневого ящика; 4 – штыри; 5 – стержень
Для формирования в отливках внутренних полостей и отверстий применяют стержни (рис. 4.4). Стержни изготавливают в разъемном стержневом ящике, состоящем из двух половин, которые соединяются по втулкам.
При заливке стержни обычно со всех сторон окружены расплавом, поэтому они должны обладать высокой газопроницаемостью, прочностью, податливостью, выбиваемостью, что обеспечивается выбором соответствующей стержневой смеси и конструкции стержня.
Смеси, из которых изготавливается форма, называют формовочными, а смеси, предназначенные для изготовления стержней, – стержневыми. Формовочные и стержневые смеси представляют собой предварительно подготовленные, взятые в определенной пропорции, равномерно перемешанные между собой исходные формовочные материалы (песок, глина, вода).
Для изготовления форм и стержней используют следующие основные инструменты: ручную трамбовку (для уплотнения смеси в опоке); линейку (для срезания излишков смеси); гладилку (для заглаживания и отделки поверхности формы); ланцет (для отделки поверхности формы); грушу (для продувки внутренней полости формы).
Формовка по неразъемной модели. Технология изготовления отливки по неразъемной модели представлена на рис. 4.5 и состоит из операций, которые выполняются в определенной последовательности.
Операция 1. Модель 1 устанавливают на подмодельную плиту 2 (рис. 4.5, а).
Операция 2. Нижнюю опоку 3 устанавливают разъемом вниз так, чтобы расстояние между моделью и стенками опоки было одинаковым, предусматривая при этом место для расположения литниковой системы.
Операция 3. Модель посыпают припылом (например, тальком), чтобы обеспечить легкое извлечение ее после формовки.
Операция 4. Опоку заполняют формовочной смесью, разрыхленной и просеянной через сито (рис. 4.5, б, в).
Операция 5. Смесь уплотняют острым концом трамбовки 4 так, чтобы плотность смеси у стенок и в середине формы была равномерной (рис. 4.5, г).
Операция 6. Опоку наполняют смесью до тех пор, пока вся она не будет заполнена формовочной смесью. После этого уплотнение ведут плоским концом трамбовки 5 (рис. 4.5, д). Необходимо помнить, что очень плотная набивка уменьшает газопроницаемость формы и уменьшает ее податливость, что может привести к образованию трещин в отливке. Слабая набивка формы может вызвать ее разрушение при заливке металла.
Операция 7. Излишек смеси после уплотнения срезают линейкой 6 вровень с краями опоки (рис. 4.5, д).
Операция 8. Душником 7 в формовочной смеси накалывают вентиляционные каналы, не доходящие до модели на (10-15) . 10-3 м (рис. 4.5, е).
Операция 9. Заформованную нижнюю опоку переворачивают на 180º (рис. 4.5, ж).
Операция 10. Поверхность разъема формы посыпают тонким слоем разделительного песка для предотвращения слипания нижней и верхней опоки (рис. 4.5, з).
|
|
|
|
|
|
|
|
|
|
|
|
|
|

Рис. 4.5. Последовательность выполнения технологических операций формовки в двух опоках по неразъемной модели: 1 – модель; 2 – подмодельная плита; 3 – опока; 4 – ручная трамбовка; 5 – плоский конец трамбовки (башмак); 6 – линейка; 7 – душник; 8 – центрирующие штыри; 9 – верхняя опока; 10 – шлакоуловитель, 11 – стояк, 12 – выпор; 13 – верхняя полуформа; 14 – крючок; 15 – нижняя полуформа; 16 – груз
Операция 11. По центрирующим штырям 8 устанавливают верхнюю опоку 9 и модели элементов литниковой системы (шлакоуловителя 10, стояка 11 и выпора 12).
Операция 12. Поверхность модели посыпают припылом.
Операция 13. Наносят слой формовочной смеси и повторяют стадии 5-7 (рис. 4.5, и).
Операция 14. Аккуратно расталкивают и извлекают модели элементов литниковой системы (литниковой чаши, стояка и выпора).
Операция 15. Снимают верхнюю полуформу 13, переворачивают ее на 180º и осматривают (рис. 4.5, к).
Операция 16. Раскачивают и аккуратно извлекают модель из нижней полуформы с помощью крючка 14 с заостренным или винтовым концом (рис. 4.5, л).
Операция 17. Осматривают нижнюю полуформу 15, отделывают и продувают ее при помощи груши (рис. 4.5, м).
Операция 18. Полуформы собирают и крепят (рис. 4.5, н).
Операция 19. Собранную форму относят на участок заливки.
Операция 20. На поверхность формы устанавливают груз 16.
Операция 21. Форму заливают расплавом.
Отливка показана на рис. 4.5, о.
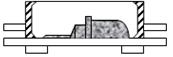
Формовка по разъемной модели. Изготовление литейной формы по разъемной модели в двух опоках начинается с изготовления нижней половины формы и производится в такой последовательности (рис. 4.6).
Операция 1. Нижнюю половину модели, не имеющую центрирующих шипов, и питатели укладывают плоскостью разъема вниз на подмодельную доску, посыпают припылом (например, тальком). Накрывают нижней опокой, чтобы размещенная в ней модель находились на достаточном расстоянии от стенок опоки (рис. 4.6, а).
Операция 2. Через сито просеивают песчано-глинистую смесь и заполняют ею опоку.
Операция 3. Смесь вокруг модели слегка обжимают руками и уплотняют острым концом трамбовки сначала у стенок, а затем в средней части опоки. Добавляют смесь и снова ее уплотняют до тех пор, пока опока не будет полной. Верхний слой смеси в опоке уплотняют плоским концом трамбовки.
Операция 4. Излишки формовочной смеси срезают линейкой заподлицо с верхней кромкой нижней опоки.
Операция 5. Иглой накалывают вентиляционные каналы (рис. 4.6, б).
Операция 6. Заформованную опоку переворачивают на 180º разъемом вверх.
| 
|
| а | б |

| 
|
| в | г |

| 
|
| д | е |
| |
| ж |
Рис. 4.6. Технология изготовления отливки по разъемной модели
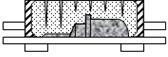
Операция 7. На нижнюю половину опоки по штырям устанавливают верхнюю опоку.
Операция 8. По центрирующим шипам на нижнюю половину модели устанавливают верхнюю половину.
Операция 9. В соответствии с разработанной технологией на свободной площади поверхности разъема размещают модели элементов литниковой системы.
Операция 10. Поверхность модели и шлакоуловителя посыпают припылом, а поверхность разъема формы – разделительным сухим песком.
Операция 11. Просеивают формовочную смесь, обжимают ее руками вокруг модели, шлакоуловителя, стояка и выпора (рис. 4.6, в).
Операция 12. Засыпают верхнюю опоку с избытком смесью.
Операция 13. Уплотняют формовочную смесь трамбовкой сначала острым концом, затем плоским.
Операция 14. Излишек смеси срезают металлической линейкой заподлицо с верхней опокой.
Операция 15. Иглой накалывают вентиляционные каналы (рис. 4.6, г).
Операция 16. Удаляют из формы модель стояка (рис. 4.6, д).
Операция 1 7. При помощи ланцета прорезают литниковую воронку (рис.1.6, е), удаляют модель выпора.
Операция 19. Верхнюю опоку снимают, переворачивают на 180º и устанавливают на подмодельную плиту разъемом вверх (рис. 4.6, ж).
Операция 20. Из обеих полуформ извлекают половинки модели отливки (рис.1.6, е).
Операция 21. Обе половины формы внимательно осматривают.
Операция 22. Обе полуформы продувают при помощи груши.
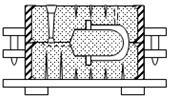
Операция 23. В нижнююполуформу устанавливают заранее изготовленный в стержневом ящике стержень (рис. 4.6, ж).
Операция 24. Нижнюю половину формы накрывают верхней половиной. Для предотвращения смещения полуформ относительно друг друга их спаривают с помощью штырей.
Операция 25. Готовую форму заливают расплавом.
Date: 2016-07-25; view: 472; Нарушение авторских прав