Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Тепловые повреждения
|
|
В каждый момент времени работы ТС к исходным погрешностям траектории формообразования и погрешностям из-за необратимых повреждений добавляются погрешности от процессов высокой и средней скорости протекания. К ним относятся погрешности от тепловых повреждений. Тепловые деформации имеют место во всех основных элементах ТС – СПИДе. Они снижают показатели качества обрабатываемых деталей, значительно сокращают резерв точности ТС.
Основными источниками теплоты, от которых нагреваются элементы ТС, являются:
v источник в зоне резания, образующийся в результате превращения механической энергии в тепловую. От него нагреваются: инструмент, деталь, СОТС и детали станка;
v источники трения в подшипниках, муфтах, в направляющих, в гидросистеме. От них нагреваются детали станка;
v источник в электроприводе.
В различных зонах станка и инструмента рост температуры θо во времени –
θо = f (T), будет подчиняться одному из трех вариантов кривых, показанных на рис. 3.2.

Рис. 3.2. Зависимости изменения температуры θо с течением времени Т нагревания деталей станка и инструмента
Зависимость а) отображает изменение температуры деталей станка и режущей части инструмента, расположенных в зонах образования источников теплоты. Характерна высокая скорость роста температуры режущей части инструмента в начале работы и стабилизация за относительно короткий промежуток времени. Величина скорости роста температуры до стабилизации зависит от мощности теплового источника, массы объекта, воспринимающего теплоту, его теплофизических свойств. Это быстропротекающие процессы.
Детали станка нагреваются медленнее. Зависимости, приведенные на рис. б) и в) характеризуют скорости нагревания деталей, удаленных от источников на различные расстояния. Для них характерна длительная стабилизация температуры, а в случае в) нагревание происходит с запаздыванием относительно начала обработки. Это процессы средней скорости.
Тепловое смещение шпинделя токарного станка (рис. 3.3), достигающее значений δ = 0,05 мм, или шлифовальной бабки круглошлифовального станка происходит в соответствии с зависимостью θо = f (T) (рис. 3.3 б). Это вызывает появление конусности на обрабатываемой детали.

Тепловые деформации могут вызвать поворот шпиндельной бабки круглошлифовального станка (рис. 3.4, а), а различие скорости нагревания в соответствии с графиками (рис. 3.2, б) приводят к перекосу стола (рис. 3.4, б).
Существенное влияние на тепловые деформации деталей станков оказывает теплота, излучаемая гидроприводом. Трение в силовых гидроцилиндрах повышает их температуру, а также температуру масла. Неравномерное нагревание стола от этого источника теплоты вызывает его деформации, показанные на рис. 3.5.
На рис. 3.6 показана тепловая деформация стойки вертикальных станков, как результат нагревания передней и задней стенок до различных температур – θо1 > θо2. Источниками теплоты являются зоны резания и привода станков. При этом задняя стенка стойки нагревается с запаздыванием в соответствии с графиками θо = f (T), приведенными на рис. 3.2, в).

Примеры иллюстрируют тепловые деформации, стабилизирующиеся за длительный период времени. Чтобы уменьшить их влияние на выходные параметры Х, рекомендуется прогревать станки. За 2…3 часа до начала работы оператора таймер автоматически включает станок. Для удержания стойки в вертикальном положении можно охлаждать переднюю стенку стойки или нагревать заднюю (рис. 3.6).
Точность траектории движения формообразования существенно зависит от тепловых деформаций в кинематической цепи станка (ходовой винт).
С повышением температуры изменяются рабочие свойства смазки и масла, что влияет на скорость движения рабочих органов станка, точность позиционирования.
Значительное влияние на точность обработки оказывают тепловые деформации инструмента и, особенно, обрабатываемой детали.
Следует отметить, что тепловые повреждения ТС вызывают погрешности обработки, относящиеся в основном к систематическим.
Силовые повреждения
Силовые повреждения возникают под действием сил резания. Они изменяют относительное положение инструмента и заготовки за счет:
Ø упругих деформаций деталей станка;
Ø выборки зазоров в стыках между деталями;
Ø смятия контактирующих поверхностей;
Ø поворота деталей и узлов относительно друг друга.
Все это влияет на точность обработки. Обобщающей характеристикой склонности ТС к силовым повреждениям является ее жесткость. Для станков разработаны нормы жесткости. В результате испытаний станков на жесткость получают нагрузочно-разгрузочную характеристику «сила – перемещение» – перемещение δ режущей части инструмента под действием составляющей силы резания Ру (рис. 3.7).
| Рис. 3.7 |

Кривые позволяют прогнозировать возможное начальное нарушение точности из-за силовых повреждений. Однако, с течением времени работы инструмента, δ возрастает, т.к. растет составляющая силы резания при затуплении инструмента. Это необходимо учитывать при чистовой обработке, и прежде всего, при шлифовании. Так, при врезном шлифовании жестких деталей на круглошлифовальном станке правленым кругом силовое перемещение равно 0,004 мм, а затупленным 0,015 мм.
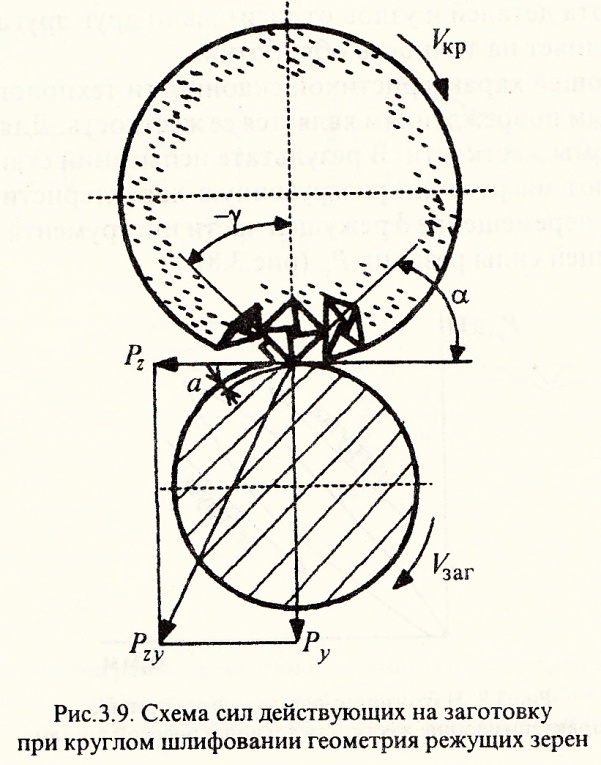
Многократный рост δ вызывается значительным ростом силы Ру при шлифовании вследствие особенностей работы абразивных кругов. Особенность состоит в том, что режущие элементы (абразивные зерна) имеют неблагоприятную для стружкообразования геометрию. Среднестатический передний угол отрицательный, равный – 45о, что вызывает высокие значения составляющей силы резания Ру (рис. 3.8). Для правленого круга соотношение Ру / Рz = 2...2,5. Затупление круга, проявляющееся в износе режущих зерен (увеличения радиуса округления, образование площадки износа) и в забивании шламом пор между зернами (засаливание), приводит к ускоренному росту Ру относительно Рz. Соотношение Ру / Рz возрастает до 4...5. Это и определяет значительные силовые деформации при шлифовании. Необходима своевременная правка круга.
При обработке лезвийным инструментом изменение перемещений δ во времени неоднозначно и зависит от превалирующего развития очагов износа рабочей части инструмента. Величина δ растет пропорционально росту Ру. На рис. 3.9 зависимость 1 соответствует превалирующему износу h на задней поверхности, а зависимость 2 – на передней.
| Рис. 3.9 |

Рис. 3.8

|
При обработке с малыми подачами заметное влияние на радиальную составляющую силы резания Ру и, следовательно, на δ, оказывает радиус округления режущей кромки, возрастающий для ряда инструментов весьма существенно с течением времени их работы.
Влияние на точность обработки оказывают силовые повреждения в кинематической цепи станка. Они нарушают траекторию формообразующих движений. Повреждения, вызванные ростом сил из-за износа инструмента – обратимые повреждения средней скоростной группы.
Date: 2016-07-18; view: 751; Нарушение авторских прав