Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Величины припусков и предельных отклонений для гладких и ступенчатых поковок круглого, квадратного и прямоугольного сечений, мм
|
|
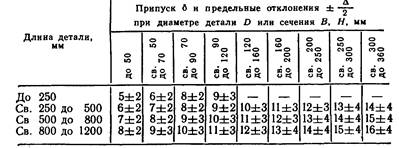
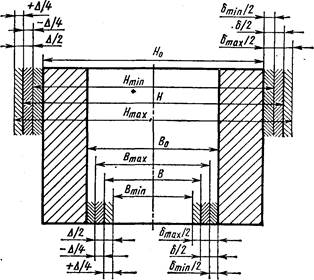
Рис. 6.2. Схема расположения припусков и предельных отклонений от размеров поковки:
Яд — номинальный наружный размер детали или обдирочный размер заготовки; Вц — номинальный внутренний размер детали или обдирочный размер заготовки; б — номинальный размер припуска на размеры Но и Во; Н — номинальный наружный размер поковки; В — номинальный внутренний размер поковки; Л — допуск или поле предельных отклонений на размер припуска 6 и размеры поковки Н я В; б, и о — минимальный и максимальный размеры припусков; //д^д и Н^^ — минимальный и максимальный наружные размеры поковки; Вдщ и Вд,д^ — минимальный и максимальный внутренние размеры поковки
чатых колес) является нерентабельным и практически нереальным (см. рис. 6.4). Напуски назначают и вместо отверстий, если высота отверстия в 3 и более раз больше диаметров этих отверстий, т. е. такие отверстия выполняют не ковкой, а сверлят.
Величины напусков следует принимать по ГОСТ 7829—70 в зависимости от сложности формы поковки и возможности получить ковкой те или другие уступы, выступы, впадины, отверстия и т. п. Кузнец должен стремиться всегда получать поковки с минимальными размерами припусков и напусков. На такие поковки расходуется меньше металла.
Чертеж на поковку выполняют при наличии образца готовой детали или чертежа на эту деталь. Затем в масш-
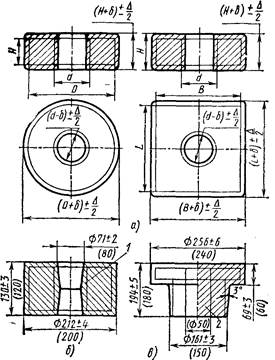
Рис. 6.3. Образцы поковок с обозначением припусков, напусков и предельных отклонений
табе или в виде эскиза на листе вычерчивают тонкими линиями контур готовой детали и предварительно проставляют номинальные диаметральные, линейные и угловые размеры детали. Для этих размеров из табл. 6.1 и 6.2 или из ГОСТ 7829—70 назначают припуски и предельные отклонения, а также определяют места и размеры напусков. При этом следует руководствоваться следующими дополнительными рекомендациями.
Для необрабатываемых поверхностей припуски не назначают, а предельные отклонения определяют из таблиц стандарта в зависимости от типа и размеров поковок.
Для деталей, обрабатываемых с одной стороны, величину припуска принимают равной половине табличного значения, а предельные отклонения принимают равными
табличным. Припуск на общую длину детали принима» равным 2,5 припускам на диаметр или размер выступа наи-1 большего сечения. Предельные отклонения ±А/2 на об.' щую длину детали принимают равными 2,5 отклонениями1 на диаметр или размер выступа наибольшего сечения. Припуски 6 на длину уступов и выступов принимают кратными припуску на диаметр или размер выступа наибольшего сечения. Предельные отклонения ±А/2 на длину уступов и выступов принимают равными 1,5 отклонениям на диаметр или размер выступа наибольшего сечения.
После получения номинальных размеров поковки по этим размерам обводят контур детали жирной линией. Проводят размерные линии. Над этими линиями проставляют номинальные размеры поковки с предельными отклонениями, а под линиями, в скобках, указывают номинальные размеры готовой детали (см. рис. 6.4).
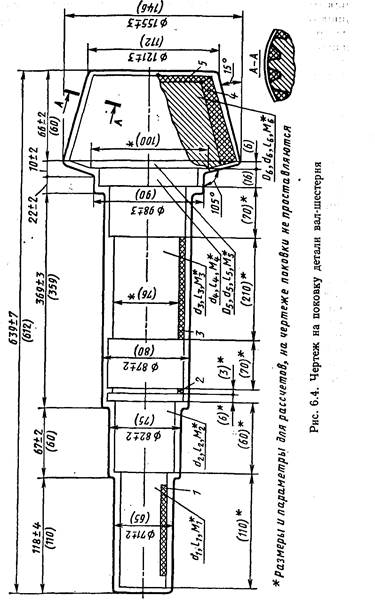
Например, чертеж поковки на вал-шестерню (см. рис. 6.4) можно выполнить следующим образом. Так как величина впадины под кольцо пружинное и выемки для прохода подшипника у рассматриваемой поковки меньше минимальных по ГОСТ 7829—70, то их при ковке не будут выполнять, а вместо них назначают напуски 2 и 3, напуск / на шпоночую канавку, напуск 4 на впадины между зубьями и напуск 5 на торцовую выемку оставлены потому, что их затруднительно выполнить ковкой. Для номинального размера 75 готовой детали из табл. 6.2 находится величина припуска, равная 7 мм, и предельные отклонения на него 2 мм. Следовательно, в этом месте размер поковки с предельными отклонениями, с использованием формул (6.1), будет равен сумме: 75 + 7 ± 2 = 82 ± 2. Аналогично получены и все другие диаметральные размеры поковки. Линейные размеры получены с учетом дополнительных рекомендаций к табл. 6.1 и 6.2. Размер общей
длины получен как сумма 612 + 2,56 ± 1,5 -n- =
= 612 + 2,5.11 ± 1,5.3 = 639 ± 7. Остальные линейные размеры получены с предельными отклонениями в 1,5 раза больше табличных.
На рис. 6.3, б показана поковка, выполненная с припуском / на отверстие, а на рис. 6.3, в с напуском 2 вместо отверстия, так как отношение высоты этого отверстия к его диаметру больше трех, т. е. 180: 50 = 3,6.
Следует отметить, что напуски на чертеже поковки никак не выражаются — место напуска остается пустым,
S>8
если он наружный. На рис. 6.4 это показано выше оси симметрии вал-шестерни, а для лучшего понимания эти же напуски ниже оси симметрии вал-шестерни заштрихованы в клетку. Припуски и напуски на отверстия штрихуются заодно с условно рассеченным телом поковки, что показано на рис. 6.3, б и 6.3, в цифрами / и 2.
На листе, где изображен чертеж поковки, обычно в его правой части записывают технические условия на изготовление поковки.
Date: 2016-07-18; view: 591; Нарушение авторских прав