Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Способы измерения штангенциркулем
|
|
На рис. 9 показаны три случая применения штангенциркуля: губки 1 и 2 определяют ширину паза, губки 8 и 9 — толщину бруска, планка 5 — глубину паза. Раствор губок 1, 2 и 8, 9 и глубина захода планки 5 показывают искомые размеры.
Отсчет размера производится при помощи рамки с нониусом. Целое число миллиметров отсчитывается по измерительной линейке, нанесенной на штанге, а десятые доли миллиметра — по нониусу.
В зависимости от количества делений нониуса действительные размеры детали можно определить с точностью 0,1; 0,05 и 0,02 мм.
Разберем, каким образом производится отсчет по нониусу. Для большей наглядности на рис. 10, а в увеличенном виде показаны часть измерительной линейки (штанги) и нониус, длина шкалы которого равна девяти делениям измерительной линейки, что составляет 9 мм. Эти 9 мм точно разделены штрихами на 10 частей, каждая из которых, следовательно, равна 0,9 мм.
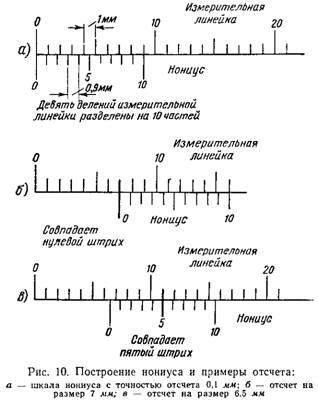
Так как одно деление измерительной линейки равно 1 мм, а одно деление нониуса равно 0,9 мм, то можно сказать, что каждое деление нониуса короче каждого деления измерительной линейки на 1 — 0,9 = 0,1 мм.
Эта величина (0,1 мм) обозначает ту точность, которую может дать рассматриваемый нониус при измерении деталей. При нулевой установке нониуса (рис. 10, а), т. е. при плотно сдвинутых измерительных губках штангенциркуля, нулевые штрихи нониуса и измерительной линейки совпадают, первый штрих нониуса не доходит до первого штриха измерительной линейки на 0,1 мм, второй штрих нониуса не доходит до второго штриха измерительной линейки на 0,2 мм, третий — на 0,3 мм, четвертый — на 0,4 мм и т. д. Наконец, последний, десятый, штрих нониуса не дойдет до десятого штриха измерительной линейки уже на 1 мм и совпадет с девятым штрихом измерительной линейки.
Поставим между измерительными губками штангенциркуля» стальную полоску толщиной 0,1 мм. Если при нулевом положении нониуса его первый штрих не доходил до первого штриха шкалы линейки на 0,1 мм, то теперь, когда нониус сдвинут на 0,1 мм (толщина стальной полоски), очевидно, эти штрихи совпадут. Установим между измерительными губками стальную полоску толщиной 0,2 мм. В этом случае на величину 0,2 мм сдвинутся все штрихи нониуса, и второй штрих нониуса совпадет со вторым штрихом измерительной линейки. Если установим между измерительными губками полоску толщиной 0,8 мм, то, очевидно, совпадет восьмой штрих нониуса. Таким образом, из рассмотренных примеров заключаем: какой штрих нониуса совпадает с одним из штрихов измерительной линейки, такое количество десятых долей миллиметра имеет измеряемая пластинка.
При измерении действительный размер отсчитывается с помощью нониуса следующим образом: если нулевой штрих нониуса совпал с каким-либо штрихом измерительной линейки (например с седьмым), то это деление показывает действительный размер в миллиметрах (рис. 10, б).
Если, нулевой штрих нониуса не совпал ни с одним штрихом на измерительной линейке, то ближайший штрих на штанге слева от нулевого штриха нониуса показывает целое число миллиметров, а остальные доли миллиметра соответствуют порядковой цифре штриха на нониусе (не считая нулевого), который точно совпал со штрихом измерительной линейки. Это будет число десятых долей миллиметра, которые надо прибавить к целому числу миллиметров, чтобы получить действительный размер с точностью до 0,1 мм (например 6,5 мм на рис. 10, в).
В штангенциркулях с точностью 0,1 мм отечественного производства шкала нониуса делается крупнее и равна 19 делениям измерительной линейки, а не 9, как было рассмотрено выше. Такой нониус называется растянутым. В этом случае принцип определения размера, а также величина отсчета по нониусу не изменяются, но удобство отсчета улучшается, так как каждое деление нониуса равно не 0,9 мм, а 1,9 мм (рис. 11, а). Штангенциркуль, изображенный на рис. 9, имеет такой «растянутый» нониус.
На рис. 11, б изображен отсчет размера, равный 11,1 мм, а на рис. 11, в отсчет составляет 130,6 мм.
Штангенглубиномер. По принципу штангенциркуля сконструирован глубиномер (рис. 12), который во фрезерном деле служит для измерения глубины или высоты пазов, шипов, уступов, канавок и т. д. Узкая стальная штанга 1 свободно передвигается в рамке 2. При необходимости штанга может быть неподвижна закреплена в рамке в нужном положении винтом 3. Штанга 1 имеет миллиметровые деления, по которым определяется глубина паза или высота шипа. Отсчет по нониусу ведется так же, как и при измерений штангенциркулем.

Прецизионный штангенциркуль. Для работ, выполняемых с большей точностью, чем 0,1 мм, применяют прецизионный (т. е. точный) штангенциркуль.
На рис. 13 изображен прецизионный штангенциркуль завода им. Воскова, имеющий измерительную линейку длиной 300 мм и нониус, дающий точность отсчета 0,02 мм.

Шкала нониуса (рис. 14, а) равна 49 делениям измерительной линейки, что составляет 49 мм. Эти 49 мм точно разделены на 50 частей, каждая из которых равна 0,98 мм. Так как одно деление измерительной линейки равно 1 мм, а одно деление нониуса равно 0,98 мм, то можно сказать, что каждое деление нониуса короче каждого деления измерительной линейки на 1,00 — 0,98 = = 0,02 мм. Величина 0,02 мм обозначает ту точность отсчета, которую может обеспечить нониус рассматриваемого прецизионного штангенциркуля при измерении деталей.


При измерении прецизионным штангенциркулем к количеству целых миллиметров, которое пройдено нулевым штрихом нониуса, надо прибавлять столько сотых долей миллиметра, сколько покажет штрих нониуса, совпавший со штрихом измерительной линейки. Например, по линейке штангенциркуля (рис. 14, б) нулевой штрих нониуса прошел 12 мм и его 12-й штрих совпал с одним из штрихов измерительной линейки. Так как совпадение 12-го штриха нониуса означает 0,02×12=0,24 мм, то измеряемый размер равен 12 + 0,24= 12,24 мм.

На рис. 15 изображен прецизионный штангенциркуль завода «Калибр» с точностью отсчета 0,05 мм. Здесь шкала нониуса равна 39 делениям измерительной линейки, что составляет 39 мм. Эти 39 мм точно разделены на 20 частей, каждая из которых равна 1,95 мм по принципу «растянутого» нониуса.
Прецизионный штангенциркуль (рис. 13 и 15) состоит из штанги 1 с губками 7 и 8. На штанге нанесены деления. По штанге 1 может передвигаться рамка 4 с губками 6 и 9. К рамке привинчен нониус 5. Для грубых измерений передвигают рамку 4 по штанге / и после закрепления винтом 10 производят отсчет. Для точных измерений пользуются микрометрической подачей рамки, состоящей из винта 2, гайки, движка 12 и винта 11. Зажав винт 11 движка, вращением гайки 3 подают рамку 4 до плотного прилегания губок 6 и 7 или 8 и 9 к измеряемой детали, после чего производят отсчет.
Губки 6 и 7 служат для наружных и внутренних измерений. При измерении внутренних размеров к полученным показаниям прибавляют толщину губок, которая маркирована на них. Губки 8 и 9 служат для разметки и наружных измерений.
Штангенциркули с пределами измерений 0—150; 0—200 и О—300 мм (рис. 13 и 15) имеют две пары измерительных губок.
Штангенциркули с верхними пределами измерений от 300 до 2000 мм изготовляют с одной парой нижних губок 6 и 7.
Микрометр.
Микрометры (рис. 16, а и б) применяются для точного измерения длины, толщины и диаметра обрабатываемой детали и дают точность отсчета до 0,01 мм. Измеряемую деталь располагают между неподвижной пяткой 2 и микрометрическим винтом 3. Вращением барабана 6 микрометрический винт удаляется или приближается к пятке.

На барабане имеется предохранительная головка 7 с трещоткой, предотвращающая слишком сильное нажатие микрометрическим винтом. Вращая головку 7, выдвигают микрометрический винт 3 и поджимают измеряемую деталь к пятке 2. Когда это поджатие окажется достаточным, храповичок головки начнет проскальзывать и будет слышен звук трещотки.
Тогда вращение головки прекращают, при помощи стопора 4 закрепляют микрометрический винт и производят отсчет.
Для производства отсчетов на стебле 5, составляющем одно целое со скобой 1 микрометра, нанесена шкала с миллиметровыми делениями, разделенными пополам. Барабан 6 имеет скошенную фаску, разделенную по окружности на 50 равных частей. Штрихи от 0 до 50 через каждые пять делений отмечены цифрами. При нулевом положении, т. е. при соприкосновении пятки с микрометрическим винтом, нулевой штрих на фаске барабана 6 совпадает с нулевым штрихом на стебле 5.
Date: 2016-05-23; view: 2115; Нарушение авторских прав