Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Принцип работы станка с ЧПУ и подготовка информации
|
|
Содержание
| Стр. | |
| Предисловие | |
| 1 Принцип работы станка с ЧПУ и подготовка информации для управляющих программ | |
| 1.1 Подготовка информации для управляющих программ | |
| 2.1 Кодирование информации УП | |
| 2.2 Запись УП на перфоленту | |
| 2.3 Элементная база | |
| 3 Классификация ЧПУ по технологическим признакам | |
| 3.1 Система позиционного числового программного управления | |
| 3.2 Система непрерывного числового программного управления | |
| 4 Структурно-информационный анализ УЧПУ разных классов | |
| 4.1 Классификация систем с ЧПУ (по архитектуре) | |
| 4.2 Системы классов CNC, DNC, HNC и VNC | |
| 5 Разомкнутые системы. Дискретный (шаговый) двигатель подачи | |
| 5.1 Дискретный (шаговый) двигатель подачи | |
| 6 Замкнутые системы ЧПУ | |
| 7 Импульсные системы ЧПУ. | |
| 7.1 Импульсные датчики обратной связи | |
| 8 Фазовые системы ЧПУ | |
| 8.1 Фазовые датчики обратной связи | |
| 9 Блок схема NC, работа и назначение блоков | |
| 10 Интерполяция | |
| 11 Система координат станков с ЧПУ | |
| 12 Программирование перемещении и коррекция инструмента | |
| 12.1 Формирование УП | |
| 12.2 Коррекции при программировании | |
| 12.3 Программирование в полярной системе координат | |
| 13 Эксплуатация и диагностика систем ЧПУ | |
| 14 Система координат инструмента | |
| 15 Связь систем координат | |
| 16 Наладка и настройка токарных станков с ЧПУ | |
| 17 Наладка фрезерных станков с ЧПУ | |
| 17.1 Методы установки рабочих органов станков в исходное положение | |
| 18 Системы управления ПР | |
| 19 ЧПУ на основе микро ЭВМ | |
| 20 Организация и технические средства микропроцессорных УЧПУ | |
| 20.1 Организация программного обеспечения | |
| 20.2 Информационный обмен между ЭВМ и СПУ | |
| 20.3 Принципы построения и структуры | |
| 21 Программируемые контроллеры | |
| 22 Элементы памяти систем ЧПУ | |
| 23 Автоматизация подготовки УП | |
| 24 Диалоговые методы программирования на УЧПУ | |
| 25 Система циклового программного управления | |
| 26 Управление автоматическими линиями | |
| 27 Управление ГПС | |
| 28 Диагностика в ГПС | |
| Список литературы |
Предисловие
Уважаемый читатель, данный учебник предназначен для студентов, обучающихся по специальности инженера-механика, в области металлообработки резанием. Рассматриваются такие системы числового программного управления оборудованием как «черный ящик» и поясняется их работа большей частью в режиме пользователя. В настоящее время, как в России, так и за рубежом выпускается большое разнообразие систем управления технологическим оборудованием. В основном это системы, построенные на базе микропроцессорной техники. На заводах до сих пор эксплуатируется достаточное количество станков с устаревшими системами ЧПУ. Постараемся рассмотреть систему ЧПУ как по функциональному назначению, так и конструктивным особенностям. Так, например, имеются группы станков, где используются различные датчики обратной связи. Причем одни и те же модели станков (например, ИР500 «Россия») могут быть оснащены как фазовыми, так и импульсными системами ЧПУ. Комплектовать участки станков с ЧПУ желательно с однотипными системами ЧПУ, это дешевле обходится в эксплуатации и содержании станочного парка (запасные части для систем управления, специализация, а значит меньший состав обслуживающего персонала систем управления и т.д.). Заказывают оборудование технологические службы, специалисты должны представлять, какие могут возникнуть проблемы при эксплуатации приобретаемого оборудования.
Основная задача инженера-технолога – подготовка производства на станках с ЧПУ. Это решение технологических задач, разработка управляющих программ, анализ погрешностей, возникающих при обработке. Подход к разработке управляющих программ большей части систем ЧПУ одинаковый, но каждая система ЧПУ может иметь свои особенности, особенно современные системы ЧПУ управления сложными многофункциональными станками типа «обрабатывающий центр». Для работы с такими системами ЧПУ требуется специальная подготовка.
В данном учебном пособии рассмотрим общий подход к разработке управляющих программ. Это даст будущему специалисту представление о порядке составления управляющих программ и документации подготовки производства на станках с ЧПУ.
В принципе программное управление обработкой появилось очень давно, с появлением автоматов, где движение инструмента определяется формой кулачков, копировальные станки, где форма обрабатываемой детали определяется формой копира и т.д. Кулачок, копир несет в себе информацию – программу, заложенную технологом, по которой необходимо получить форму и размеры детали. Здесь программа закладывается жестко, и изменить ее практически невозможно. Необходимо изготовить другие кулачки, копир и т.п.
Расстановка кулачков путевой автоматики при наладке станка на определенный ход исполнительных механизмов также можно отнести к приему программирования работы станка, но это выполняется при наладке станков для обработки простых поверхностей, где большая часть операций по наладке станка осуществляется вручную.
В станках с числовым программным управлением форма, размеры обрабатываемых поверхностей, режимы обработки и т.п. задаются в виде комбинации определенных чисел, определенной системе исчисления (как правило, двоичной), поэтому эти станки называют станками с числовым программным управлением.
Для облегчения понимания материала по управлению станками, рассмотрим принцип работы станка с числовым программным управлением на примере токарного станка.
Как видно из приведенной схемы, рис.1 на станке с числовым программным управлением нет жестких кинематических связей. Привод как поперечной, так и продольной подачи осуществляется от отдельных двигателей ДПх и ДПz. Шпиндель имеет привод от отдельного, регулируемого по скорости двигателя. ЧПУ управляет двигателями подачи согласно управляющей программе, вводимой в систему ЧПУ по направлению, скорости и закону их взаимного движения. Для обеспечения заданной подачи или нарезания резьбы, когда движение инструмента должно быть строго согласовано с вращением шпинделя, имеется специальный датчик резьбонарезания ДРН. Датчик резьбонарезания подает в систему ЧПУ информацию об угловом положении шпинделя, на основании которой определенный блок ЧПУ вырабатывает согласно программе информацию для управления двигателями приводов подачи.
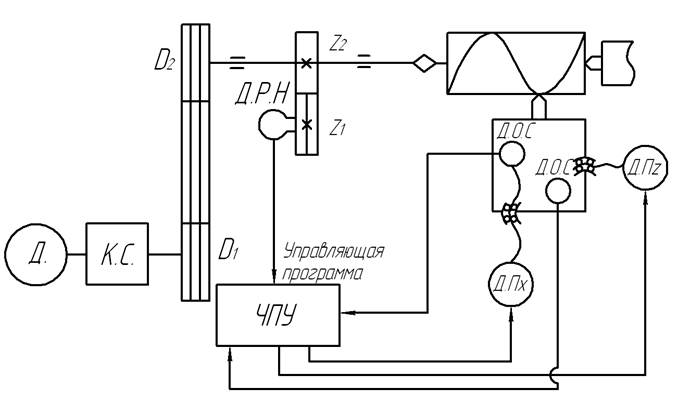
Рис.1 Кинематическая схема токарного станка
На стадии зарождения станков с ЧПУ программу для управления обработкой на станке записывали на магнитную ленту. Информация записывалась в унитарном коде. Понятие унитарный код проще пояснить для импульсных систем. На определенных дорожках управления соответствующими приводами записывались серии импульсов, число которых соответствовало величине перемещения исполнительного механизма, частота записи, скорости движения, знак сигнала, направление. Направление движения, как правило, определялось соответствующей дорожкой записи электрических импульсов. Каждому импульсу соответствовало строгое перемещение привода подачи. Перемещение исполнительного механизма на один командный сигнал является важнейшей характеристикой станка с ЧПУ. Обычно ее называют ценой импульса или дискретой приводов подачи станков с ЧПУ. Дискретность приводов подачи современных станков с ЧПУ составляет 1 мкм, и уже появились разработки с ценой импульса 0,1 мкм. Первоначальная информация для управления обработкой на станке с ЧПУ все равно составлялось в каком-то буквенно-числовом коде, в основном в коде БЦК-5, затем в специальной электронной машине (называемой интерполятором) переводилось в унитарный код для записи на магнитную ленту, позже стали применять код ИСО-7 бит. Бит – это двоичное состояние какого-то элемента. Так в любой цифровой вычислительной машине любое число или команда записывается в виде комбинации 1 и 0, которые, например, соответствуют состоянию электронного элемента, открыт или закрыт, есть зарядка конденсатора или нет и т.п. то же самое запись на перфоленте, наличие отверстия соответствует «1», отсутствие - «0». Комбинация «1» и «0» определяет какое-то выражение (число - команду).
Буквенно-цифровой код БЦК-5 (нормаль станкостроения Э68-1) предназначен для записи информации на пятидорожечной перфоленте. Для кодирования использован двоично-десятичный код 8421, в котором выражены десятичные цифры 0, 1,2,..., 9 и буквы Е, Д, Т, К, П, Ш, С, В, Я, Н. Для записи букв используются те же комбинации, что и для записи цифр, но признаком буквы является запись символа 1 на пятой дорожке.
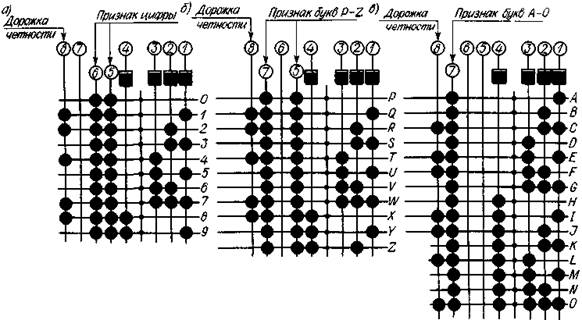
Рис. 2 Буквенно-цифровой код ИСО-7 бит;
а – кодирование цифр; б – кодирование букв P - Z; в - кодирование букв А - О
В современных УЧПУ код БЦК-5 применяют лишь для управления простым оборудованием, в частности газорезательными машинами, так как он малоемкий.
Семиразрядный буквенно-цифровой код ИСО-7 бит является основным для всех отечественных современных станков с ЧПУ. Значение букв и символов в терминах ЧПУ у этого кода должно соответствовать ГОСТ 20999—83 (СТ СЭВ 3585—82). Код предназначен для записи информации на восьмидорожечной перфоленте и позволяет кодировать 128 символов. Первым четырем дорожкам (1—4) приписаны веса двоично-десятичного кода 8421, что обеспечивает 16 кодовых комбинаций, выражающих в двоичном счислении десятичные цифры 0 - 15. Дорожки 5, 6 и 7 являются определяющими (дорожки признаков). Перфорирование отверстий на дорожках 5 и 6 (рис. 3.19, а) является признаком десятичных цифр 0 - 9. Буквы латинского алфавита от А до О, выражаемые комбинациями десятичных цифр 0—15, определяются перфорированием дорожки 7 (рис. 3.19, в). Признак букв Р - Z — отверстия на дорожках 5 и 7 (рис. 3.19,6).
Таким образом, в коде ИСО-7 бит одним и тем же комбинациям первых четырех дорожек с весами 8421 соответствуют разные символы, различить которые можно по наличию отверстий на определяющих дорожках.
Например (рис. 3), пробивка дорожек 1 и 2 (0011) соответствует десятичной цифре 3, дорожек 1, 2 и 3 (0111) — цифре 7, а дорожек 4 и 1 (1001) — цифре 9, если перфорированы дорожки 5 и 6. Если перфорированы отверстия на дорожках 5 и 7, то комбинацией 0011 закодирована буква S, комбинацией 0111 -буква W, а комбинацией 1001 — буква Y. При наличии отверстия на дорожке 7 кодовая комбинация ООП определяет букву С, комбинация 0111 —букву G, комбинация 1001 — букву I и т. д.

Рис.3 Пример кодирования некоторых символов и их представления на перфоленте:
а — комбинация 0011; б — комбинация 0111; в — комбинация 1001
Кодовое выражение некоторых символов на перфоленте показано на рис.3. В коде ИСО-7 бит для служебных символов признаком является отверстие на дорожке 6 или отсутствие отверстий на определяющих дорожках.
Помехозащищенность в коде ИСО-7 бит осуществляется построчным контролем на четность, которая обеспечивается введением отверстия на восьмой дорожке, если на семи предыдущих число отверстий нечетное. Например, десятичная цифра 2 обозначается пробивкой отверстий на дорожках 2, 5 и 6 (110010);
отверстие на дорожке 8 дополнит количество отверстий в строке до четного (1110010) и т. д. Таким образом, в коде ИСО-7 бит на каждой строке перфоленты должно находиться и считываться четное число отверстий.
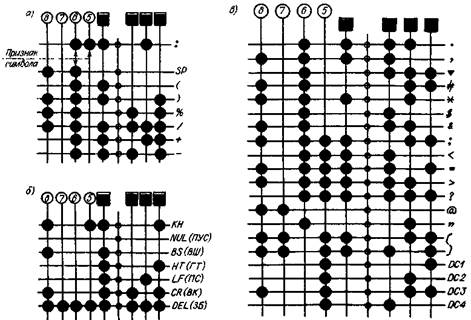
Рис. 4 Изображение некоторых символов в коде ИСО-7 бит:
а, б — служебные символы; в — дополнительные символы
Такая подготовка производства удлиняла срок внедрения управляющих программ, для исправления программы требовалось исправление перфоленты, затем перезапись на магнитную ленту и ряд других неудобств. Появились системы ЧПУ со встроенным интерполятором, это позволило вводить программу в систему ЧПУ непосредственно перфоленты. Как рассмотрено ниже, это также не соответствовало оперативному запуску управляющих программ и не обеспечивало надежность управления обработкой. В современных системах ЧПУ, построенных на базе микропроцессорной техники, управляющая программа хранится в памяти, построенной на электронных элементах, и водится в общем случае как с клавиатуры пульта управления системы ЧПУ, так и в некоторых случаях с перфоленты, аудиокассеты, диска и также голоса.
Принцип работы станка с ЧПУ и подготовка информации
Date: 2016-02-19; view: 1917; Нарушение авторских прав