Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Сборка разъемных соединений
|
|
Резьбовые соединения. Широко применяются резьбовые соединения общего назначения: для скрепления деталей и регулировочных устройств, для преобразования движения в различных типовых устройствах, для плотного соединения изделий. Существуют и специальные резьбовые соединения. По профилю витков резьбы: треугольные, трапецеидальные, упорные, прямоугольные, круглые; по количеству заходов — однозаходные и многозаходные; по направлению вращения — на левые и правые; по принятой единице измерения линейных размеров — на метрические и дюймовые.

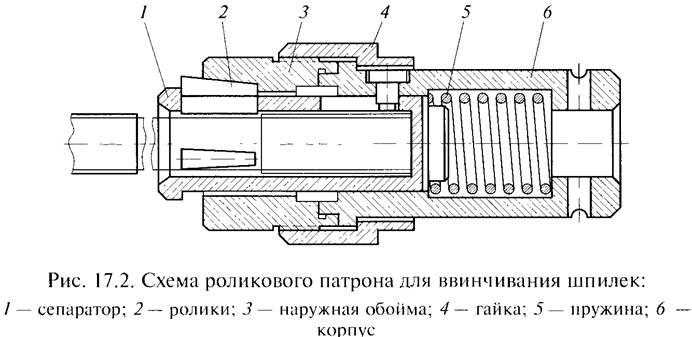
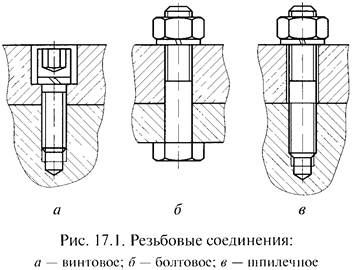 Для других резьбовых соединений допуски и их обозначения приведены в таблицах ГОСТов.В машиностроении неподвижные и подвижные разъемные соединения очень часто выполняются посредством винтов, болтов с гайками и шпилек (рис. 17.1). Технология сборки таких резьбовых соединений состоит в последовательном выполнении следующих операций: установка и взаимная ориентация скрепляемых изделий; установка в отверстие крепежных деталей и их наживление (на 2 — 3 витка резьбы);завинчивание и затяжка с заданной осевой силой или крутящим моментом; контроль затяжки и стопорение крепежных легален (при необходимости).Такая последовательность наиболее полно подходит для сборки винтовых соединений (рис. 17.1, а). При сборке болтовых соединений (рис. 17.1, б) после установки болта в гладкое отверстие его необходимо удерживать от выпадения и проворачивания.Затем надевают шайбу, наживляют гайку и далее выполняют сборку в соответствии с вышеприведенной последовательностью. При сборке шпилечных соединений (рис. 17.1. в) в одно из скрепляемых изделий ввинчивают с натягом шпильки, контролируют момент затяжки и перпендикулярность относительно плоскости разъема. Дальнейшая последовательность сборки аналогична сборке болтовых соединений. Для ввинчивания шпилек в скрепляемые детали применяют типовые патроны, которые по способу захвата бывают шариковые,роликовые и резьбовые, а по способу вращения — реверсивные и нереверсивные. Конструкция роликового патрона для ввинчивания шпилек показана на рис. 17.2. реверсивного — на рис. 17.3.Корпус 1 реверсивного патрона устанавливается и кренится на шлицевом конце оправки при помощи гайки 2. С корпусом жестко соединен стакан 3 компенсационной муфты 4, передающей движение ступенчатому валу 5 и обеспечивающей ему необходимые повороты и смещение. В отверстие вала установлен винт 6, который вместе с валом приводится во вращение с помощью наклонных упоров стакана и кольца 7. Далее посредством пальца 8 движение передается через наклонные упоры к головке 10, навинчиваемой на резьбовую часть шпильки. В головку устанавливается сменная шестигранная гайка 11, навинчиваемая на свободный резьбовой конец шпильки ло упора 9. На головку устанавливается гайка 12 со сменными кольцами 13 и 14, обеспечивающими наладку на установку шпильки по высоте.
Для других резьбовых соединений допуски и их обозначения приведены в таблицах ГОСТов.В машиностроении неподвижные и подвижные разъемные соединения очень часто выполняются посредством винтов, болтов с гайками и шпилек (рис. 17.1). Технология сборки таких резьбовых соединений состоит в последовательном выполнении следующих операций: установка и взаимная ориентация скрепляемых изделий; установка в отверстие крепежных деталей и их наживление (на 2 — 3 витка резьбы);завинчивание и затяжка с заданной осевой силой или крутящим моментом; контроль затяжки и стопорение крепежных легален (при необходимости).Такая последовательность наиболее полно подходит для сборки винтовых соединений (рис. 17.1, а). При сборке болтовых соединений (рис. 17.1, б) после установки болта в гладкое отверстие его необходимо удерживать от выпадения и проворачивания.Затем надевают шайбу, наживляют гайку и далее выполняют сборку в соответствии с вышеприведенной последовательностью. При сборке шпилечных соединений (рис. 17.1. в) в одно из скрепляемых изделий ввинчивают с натягом шпильки, контролируют момент затяжки и перпендикулярность относительно плоскости разъема. Дальнейшая последовательность сборки аналогична сборке болтовых соединений. Для ввинчивания шпилек в скрепляемые детали применяют типовые патроны, которые по способу захвата бывают шариковые,роликовые и резьбовые, а по способу вращения — реверсивные и нереверсивные. Конструкция роликового патрона для ввинчивания шпилек показана на рис. 17.2. реверсивного — на рис. 17.3.Корпус 1 реверсивного патрона устанавливается и кренится на шлицевом конце оправки при помощи гайки 2. С корпусом жестко соединен стакан 3 компенсационной муфты 4, передающей движение ступенчатому валу 5 и обеспечивающей ему необходимые повороты и смещение. В отверстие вала установлен винт 6, который вместе с валом приводится во вращение с помощью наклонных упоров стакана и кольца 7. Далее посредством пальца 8 движение передается через наклонные упоры к головке 10, навинчиваемой на резьбовую часть шпильки. В головку устанавливается сменная шестигранная гайка 11, навинчиваемая на свободный резьбовой конец шпильки ло упора 9. На головку устанавливается гайка 12 со сменными кольцами 13 и 14, обеспечивающими наладку на установку шпильки по высоте.
Сборка резьбовых соединений достаточно трудоемка, поэтому одним из основных направлений рационализации сборки является сокращение числа резьбовых соединений и их типоразмеров в изделии и дальнейшее совершенствование конструкции крепежных деталей.В настоящее время в машиностроении широко применяют самонарезающие винты (рис. 17.4), не требующие нарезания резьбы в предварительно обработанных отверстиях (рис. 17.4, а) и предварительного сверления отверстий в скрепляемых деталях (рис. 17.4, б, в).Это позволяет вывести из технологии такие операции, как сверление отверстий и нарезание в них резьб, особенно с малыми диаметрами (до 6 мм), когда возможна поломка инструмента. В целом трудоемкость сборки изделий может быть снижена на 40% при использовании такой конструкции крепежных деталей. Кроме того прочность и надежность соединения повышается за счет уплотнения материала и практического отсутствия зазоров между скрепляемыми и крепежными деталями.При сборке резьбовых соединений необходимо предотвратить возможность их самопроизвольного отвинчивания и ослабления соединения» условиях эксплуатации.

Существует три основных способа стопорения резьбовых соединений:повышение трения в резьбе путем постановки контргаек или пружинных шайб, применения резьбы с натягом и т.п.;жесткое соединение стержня болта или шпильки с гайкой с применением проволочной обвязки, шплинта и т.п.;жесткое соединение гайки или головки болга со скрепляемой деталью за счет специальных шайб, накернивания, точечной сварки.Однако приведенные способы сами по себе трудоемки, поэто-
му в современном машиностроении широко применяют различные конструкции самостопоряшихся резьбовых крепежных деталей, повышающих производительность и надежность сборки.К таким изделиям можно отнести болты-шайбы, у которых стопорный элемент устанавливается на стержень винта до накатки резьбы. После накатки резьбы ее наружный диаметр оказывается
больше внутреннего диаметра стопорной детали и образуется подвижное неразъемное соединение. Это позволяет исключить из технологии установку
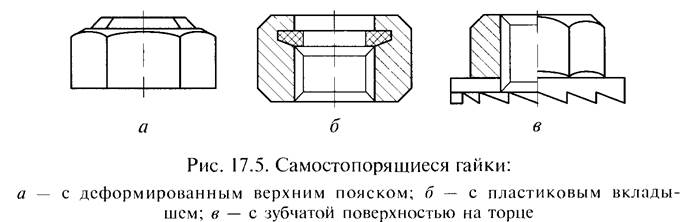
шайбы на винт и не требует дополнительной тары для хранения шайб и винтов раздельно. Применяют также специальные самстопорящиеся гайки (рис. 17.5), в конструкцию которых вводится элемент, повышающий трение в резьбовой паре.Стопорение резьб возможно также с использованием крепежных деталей с предварительным искажением профиля (изменением шага резьбы на определенном участке, увеличением диаметра на отдельном участке и т.д.). После сборки резьбового соединения необходимо выполнить его затяжку. Затяжка резьбовых соединений. Надежность работы резьбовых соединений в значительной мере определяется тем, насколько правильно произведена его предварительная затяжка при сборке,которая должна обеспечивать в соединении усилие, превышающее переменные рабочие нагрузки. 
Однако в процессе сборки практически невозможно непосредственно измерить усилие затяжки и о его величине судят по другим параметрам, косвенно связанным с ним: по крутящему моменту, углу поворота гайки, удлинению стержня крепежной детали, температуре нагрева.Контроль усилия затяжки по ограничению предельного крутящего момента при ручной затяжке соединений осуществляется динамометрическими или предельными ключами. Динамометрический ключ ДК-25 (рис. 17.6) предназначен для тарированной затяжки правых и левых резьбовых соединений, а также для определения крутящих моментов в пределах 0... 25 Н*м.Габаритные размеры ключа 430x51x59 мм, масса 0,9 кг. Ключ состоит из силовой торсионной части 2, индикатора 4. корпуса 3.Перед началом работы необходимо на хвостовике 1 торсиона установить головку или насадку, установить на ноль индикатор 4.
В дальнейшем динамометрическим ключом работают, как обычным гаечным ключом. Момент затяжки контролируют по показанию индикатора, тарированного на величину крутящего момента М, при затяжке.

При использовании механизированных и автоматизированных устройств контроль усилия затяжки осуществляется с помощью предельных устройств (фрикционных и других муфт, торсионов и т.п.), которые после достижения заданного крутящего момента разрывают силовую цепь. Контроль усилии затяжки по повороту крепежной детали на определенный угол основам на линейной характеристике зависимости между усилием затяжки и углом поворота гайки. Гайку вначале затягивают обычным ключом, чтобы создать плотность в стыке.
Затем ее ослабляют и вновь затягивают до соприкосновения торца с опорной поверхностью. После этого гайку с помощью накладного градуированного диска поворачивают на расчетный угол ф (по формуле). Контроль усилия затяжки по относительному удлинению стержня крепежной детали измеряется специальными устройствами. В настоящее время широко применяют крепежные детали со встроенными индикаторами деформаций (иногда даже оптического типа), меняющими цвет при напряженном состоянии крепежных деталей.

 Контроль усилия затяжки после температурного воздействия производят при больших диаметрах крепежных деталей (свыше 50 мм). В этом случае их стержни предварительно нагревают до определенной температуры. Необходимая температура t нагрева определяется по формуле. Для сборки ответственных резьбовых соединений с несколькими крепежными деталями в технических условиях на сборку указывают очередность их предварительной и окончательной затяжки.Необходимая величина крутящих моментов для резьбовых соединений приводится в справочной литературе.Шпоночные соединения применяют для передачи крутящих моментов в сочленениях вал — шкив, вал —
Контроль усилия затяжки после температурного воздействия производят при больших диаметрах крепежных деталей (свыше 50 мм). В этом случае их стержни предварительно нагревают до определенной температуры. Необходимая температура t нагрева определяется по формуле. Для сборки ответственных резьбовых соединений с несколькими крепежными деталями в технических условиях на сборку указывают очередность их предварительной и окончательной затяжки.Необходимая величина крутящих моментов для резьбовых соединений приводится в справочной литературе.Шпоночные соединения применяют для передачи крутящих моментов в сочленениях вал — шкив, вал —
зубчатое колесо, вал — муфта и др. Их применение ограничено в
тяжелонагруженных конструкциях ввиду малой несущей способности или ослабления конструкции пазом.Наиболее распространены соединения с призматическими и сегментными шпонками. Соединения с клиновыми шпонками
встречаются реже, так как при сборке ступица смещается на валу в радиальном направлении.Технология сборки шпоночного соединения состоит в последовательном выполнении рабочих переходов: установка шпонки в
паз вала; контроль плотности посадки и точности расположения
шпонки в пазу вала; установка сопряженной детали; фиксация положения сочленения.Плотность посадки шпонки в пазу вала или втулки определяет
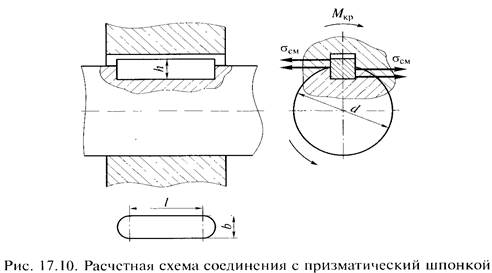
тип соединения: I тип — свободное; II тип — нормальное; III тип — плотное. При анализе конструкторской документации на чертеже должны быть указаны посадки в сочленениях паз втулки — шпонка и паз вала — шпонка, а также посадка в сочленении вал — втулка. Для соединений с призматическими шпонками необходимо проанализировать соединение на смятие σсм и срез τсм шпонки. В массовом и крупносерийном производстве сборку ведут по методу взаимозаменяемости, в других типах производства допускается подбор и пригонка шпонок по пазу. После посадки шпонки на вал насаживают ступицу сопряженной детали — с зазором (для подвижных соединений), чаще с натягом.

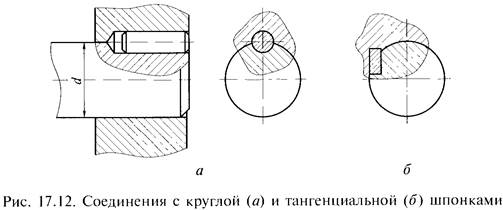
Последняя фиксируется во избежание осевого смещения гайкой, винтом, стопорным кольцом или другими способами в зависимости от конструкции собираемого изделия.Соединения с сегментными шпонками (рис. 17.11) применяют в основном при сравнительно коротких ступицах сопрягаемых деталей. Относительно большая глубина шпоночного паза уменьшает прочность вала, поэтому такие соединения чаще располагают на концах вала и применяют для передачи небольших крутящих моментов. При анализе соединения проверяют наличие размеров в сочленениях на сборочном чертеже и выполняют проверочный расчет на смятие. В машиностроении применяют также соединения с круглыми и тангенциальными шпонками (рис. 17.12).
Шлицевые (зубчатые) соединения являются разъемными и служат для передачи значительных по величине крутящих моментов, когда необходимо обеспечить относительно высокие требования по соосности. Различают:c прямобочными, эвольвентными и треугольными шлицами.Шлицевые соединения с прямобочными шлицами обычно охватывают валы с наружным диаметром от 14 до 125 мм. С целью обеспечения возможности передачи различных по величине крутящих моментов применяют легкие, средние и тяжелые серии шлицевых соединений (ГОСТ 1139—80). 
а — применяют для точного центрирования, когда охватывающая деталь не должна подвергаться термообработке и чистовая обработка по большему диаметру возможна без особых сложностей (например протягиванием). Этот
способ технологически прост и экономичен и подходит для неподвижных соединений или подвижных соединений при небольших воспринимаемых нагрузках; б — подходит для точного центрирования, когда охватывающая деталь подвергается термообработке и чистовая обработка по большему диаметру будет затруднена. Применяют обычно как подвижные соединения;
в — подходит в тех случаях, когда к соединению не предъявляются высокие требования по соосности, но предполагается передача значительных по величине крутящих моментов, с реверсированием и знакопеременными нагружениями. В машиностроении этот способ центрирования применяется значительно реже, чем другие. 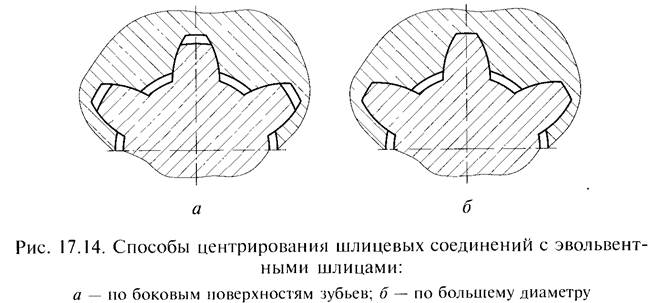
В шлицевых соединениях с эвольвентными шлицами профиль шлица вала и паза втулки является эвольвентным. Такие шлицевые соединения имеют ряд преимуществ перед соединениями с прямобоч ными шлицами:более высокую технологичность изготовления за счет применения относительно простых, производительных и точных методой обработки, аналогично обработке зубьев колес;
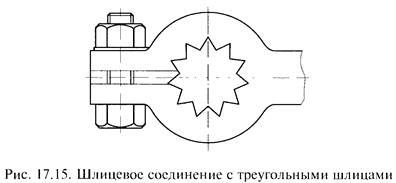 Шлицевые соединения с треугольными шлицами (рис. 17.15) применяют в машиностроении как неподвижные при тонкостенных охватывающих деталях. Такие соединения способны передавать значительные крутящие моменты. Однако в машиностроении такие соединения применяют крайне редко.Сборку шлицевых соединений выполняют методом полной или (при повышенных требованиях) групповой взаимозаменяемости.Сборке предшествует тщательная очистка сопрягаемых деталей, их контроль и внешний осмотр на предмет выявления дефектов поверхности (выбоин, сколов и т.п.).Сборку неподвижных шлицевых соединений выполняют чаще всего на прессах.
Шлицевые соединения с треугольными шлицами (рис. 17.15) применяют в машиностроении как неподвижные при тонкостенных охватывающих деталях. Такие соединения способны передавать значительные крутящие моменты. Однако в машиностроении такие соединения применяют крайне редко.Сборку шлицевых соединений выполняют методом полной или (при повышенных требованиях) групповой взаимозаменяемости.Сборке предшествует тщательная очистка сопрягаемых деталей, их контроль и внешний осмотр на предмет выявления дефектов поверхности (выбоин, сколов и т.п.).Сборку неподвижных шлицевых соединений выполняют чаще всего на прессах.
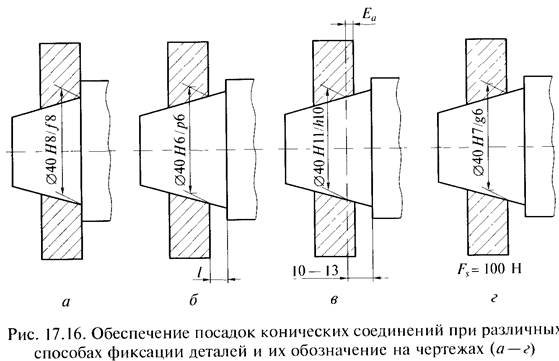
Конические соединения. Существует несколько способов обеспечения требуемых посадок при фиксации деталей (рис. 17.16)в конических соединениях:совмещением конструктивных элементов соединяемых конусов, например, доведением встык торцовых поверхностей(рис. 17.16, а);полученные при достижении заданного базовою расстояния l(рис. 17.16, в); фиксацией с заданным усилием запрессовки Fx наружного конуса на внутреннем (рис. 17.16, г).
Соединения посадкой на конус применяют в основном для
установки и закрепления деталей на концах валов. При передаче
значительных крутящих моментов в конструкции предусматривают шпонки. В соединении принимают обычно стандартную конусность 1/10, при этом угол α = 2°51’40". Такие соединения обеспечивают сборку деталей с полной выборкой поперечного зазора.Они надежны в работе, хорошо центрируют сопрягаемые детали,но не обеспечивают их точного положения в осевом направлении.Поскольку к сопрягаемым поверхностям предъявляют повышенные требования по точности изготовления, необходимо проводить проверку по глубине посадки и пятну контакта, а также проверку «на качку». Сборку выполняют вручную затяжкой крепежных деталей (завинчиванием гаек или винтов, ударами мягкого молотка, усилием пресса). Соединения с плоскими пружинными кольцами. Для закрепления подшипников качения, зубчатых колес и подобных им деталей на валах и в отверстиях корпусных или других деталей применяют упорные плоские пружинные кольца: концентрические и
эксцентрические, наружные или внутренние.Технологический процесс сборки таких соединений состоит из двух этапов:установки двух или более сопрягаемых изделий;установки упорного плоского кольца в канавку.При автоматической установке различных колеи необходимо соблюдение соответствующих условий (рис. 17.18). Для автоматической установки наружных колец (рис. 17.18. а, б) в канавки валов необходимо, чтобы в процессе сборки ось отверстия кольца перекосилась относительно оси посадочной поверхности не более чем на угол γΔ: 
Для сборочного процесса необходима сборочная сила F, достаточная для изменения размеров упругой детали и для сс автоматической установки. Величина h зависит от параметров устанавливаемых колец и их физико-механических свойств.Важно, чтобы при разжатии колец под действием сборочной силы F изнашивание разжимающего конуса технологической оснастки было равномерным (для этого производится расчет условия). Соединения с натягом. Для передачи значительных осевых сил и крутящих моментов в машиностроении широко применяют соединения с натягом, которые по условиям эксплуатации можно разделить на три группы: легкие, нормальные, тяжелые. У этих соединений отношение среднего натяга к диаметру посадки составляет 0,00025; 0.0005; 0.001 соответственно.
Легкие соединения рекомендуется применять в тех случаях, когда осевые силы и крутящие моменты незначительны и когда в процессе эксплуатации возможны незначительные осевые смещения, а также для тонкостенных деталей, не допускающих деформаций. Нормальные соединения рекомендуется применять при передаче средних нагрузок и крутящих моментов без дополнительного
крепления. Тяжелые соединения рекомендуется применять при тяжелых
динамических нагрузках также без дополнительного крепления.В зависимости от размеров сопрягаемых деталей соединения с натягом делятся еще на три группы: малого (до 3 мм), среднего (3...500 мм) и большого (500...3 150 мм) диаметров.При одном и том же натяге прочность соединения может быть
разной, в зависимости от материала и размеров сопрягаемых поверхностей, от способа соединения, формы и размеров центрирующих фасок, от смазки и скорости запрессовки, от условий нагрева или охлаждения. Таким образом, технолог при анализе конструкторской документации в ходе проектирования технологии сборки должен учитывать не только геометрические параметры, физико-механические свойства материалов и натяг, но и технологию выполнения соединения, а также метод сборки.Различают продольно-прессовые и поперечно-прессовые соединения с натягом. В продольно-прессовом соединении охватываемую деталь (вал) под действием прикладываемых вдоль оси сил запрессовывают в охватывающую деталь (втулку). В результате
натяга в соединении возникают силы трения, обеспечивающие относительную неподвижность деталей. В поперечно-прессовых соединениях сближение сопрягаемых поверхностей происходит радиально или по нормали к поверхности (например при помощи температурного воздействия или пластической деформации). Механическая запрессовка выполняется на ручных, механических, пневматических, гидравлических и других прессах.В конструкции прессов или приспособлений включают механизмы для калибровки или притирки отверстий. Ударом молотка можно запрессовывать небольшие детали с малыми натягами. Усилие Р при запрессовке в продольно-прессовых соединениях определяют по  формуле
формуле
По полученному усилию запрессовки с учетом поправочного коэффициента (1,5) выбирают устройство для запрессовки. При этом необходимо учитывать, что ручными прессами достигают усилия до 30 кН, пневматическими - до 50 кН, гидравлическими — более 2 000 кН. Сборку с температурным воздействием применяют в основном при больших диаметрах и незначительных длинах сочленений, когда при посадке под прессом из-за неточности направления могут возникнуть перекосы, а также при тонкостенных охватывающих деталях; для деталей небольших и средних размеров применяют общий или местный нагрев охватывающей детали; для крупногабаритных — местный нагрев поверхности, примыкающей к посадочной.Необходимое увеличение посадочной поверхности при нагреве:
Для нагрева подшипников, втулок и подобных деталей широко используется масляная ванна типа 3384-М2. Для охлаждения охватываемых деталей применяют различные методы: охлаждение в твердой углекислоте до -70°С; воздушно-
вихревой до -60°С: охлаждение в жидком азоте до -195°С, применяют термокамеры и др. устр-ва для нагрева-охлаждения деталей.
Билет №7. Элементы теории базирования. Основные понятия. Расчет режимов работы сборочного оборудования. Проверка качества сборки соединений. Расчет норм времени для выполнения сборки.Разработка схем и выбор оборудования для контроля. Оформление технологической документации.
Элементы теории базирования. Основные понятия.
Базирование – придание заготовке или изделию требуемого положения относительно выбранной системы координат.
База – поверхность (сочетание поверхностей, линия, ось или точка), принадлежащая заготовке (изделию) и используемая для базирования при механической обработке, измерении, сборке.
При ориентировании деталей в узле (машины) или заготовок при обработке жесткие 2-х сторонние связи представляют в виде точек.
Опорная точка – идеальная точка контакта базы заготовки и опоры приспособления, лишающего заготовку одной степени свободы – возможности перемещения, перпендикулярной к опорной поверхности.
Схема базирования – схема расположения опорных точек на базах. Она определяется формой поверхности заготовок (плоских, цилиндрических, конических).
Расчет режимов работы сборочного оборудования. Проверка качества сборки соединений. Расчет норм времени для выполнения сборки. Разработка схем и выбор оборудования для контроля. Оформление технологической документации.
Расчет режимов работы сборочного оборудования. После выбора оборудования для оснащения сборочных операций необходимо определить режимы его работы.В зависимости от вида соединений и при меняемого оборудования выполняют некоторые расчеты:при сборке резьбовых соединений определяют силу затяжки,
необходимый крутящий момент, дополнительный поворот гайки на расчетный угол, относительное удлинение стержня болта или шпильки;при сборке прессовых соединений определяют усилие -запрессовки, а при запрессовке с температурным воздействием — необходимую температуру нагрева или охлаждения деталей;для соединений, получаемых методами пластического деформирования, определяют усилие клепки и т.д.Полученные значения режимов с учетом коэффициента запаса сравнивают с технической характеристикой оборудования. При необходимости выбирают другой типоразмер.
Проверка качества сборки соединений. Известно, что детали, поступающие на сборку, характеризуются определенными погрешностями размеров, формы и расположения поверхностей. При сборке в зависимости от величины
прикладываемого усилия или крутящих моментов у таких сборочных единиц могут возникнуть значительные погрешности.При затяжке соединения с неперпендикулярными (в пределах допуска) торцовыми поверхностями может возникнуть искривление оси вала, что помечет за собой увеличение радиального и торцового биения.При запрессовке втулки на вал происходит увеличение ее наружного диаметра или уменьшение диаметра отверстия, если вал пустотелый. Причем изменение диаметра может происходить на локальных участках поверхностей, где выполняется соединение с натягом. Это дополнительно приводит к погрешности формы. При высоких требованиях к качеству сборки возникающие погрешности оказываются сопоставимыми с допусками, заданными в соответствующей конструкторской и технологической документации. При проектировании сборочных операций наиболее ответственных соединений необходимо предусмотреть проверку их качества. На основании результатов расчета делают заключение о правильности назначения точностных параметров деталей и о необходимости их изменения.
Расчет норм времени для выполнения сборки. Нормы времени на выполнение слесарных и слесарно-сборочных работ рассчитывают в соответствии с нормативами времени на слесарную обработку деталей.Расчет норм времени производят суммированием оперативного времени с учетом поправочных коэффициентов, подготовительно-заключительного времени, времени на обслуживание рабочего места, отдых и личные потребности по соотв.формулам для массового и крупносерийного производства.Перечень деталей, входящих в сборочную единицу, составляют в виде таблицы, где должны быть отражены номер детали по порядку, ее наименование и количество деталей.Кроме того, заполняют таблицу нормирования сборки, содержащую номер операции, содержание работ, выполняемых в пределах сборочной операции, факторы, влияющие на продолжтельность сборки (масса деталей, диаметр, длина, ширина и т. п.),номер карты и позицию в общемашиностроительных нормативах, оперативное время, мин, на выполнение соответствующих работ. При проектировании технологического процесса сборки необходимо стремиться к тому, чтобы трудоемкости выполнения отдельных операций были примерно равны или кратны между собой. Это в дальнейшем значительно облегчит организацию труда.После нормирования времени для всех операций выявляют те из них, которые необходимо корректировать, совмещая с другой операцией или с несколькими другими, разделяя их на части,совмещая с контрольными операциями, упрощая сложные выделением части операции в самостоятельную операцию.Одновременно с этим необходимо учитывать возможности технологического оборудования и технологическое оснащение на каждой операции, однородность выполняемых работ и т.д. При анализе вариантов выполнения сборочных операций целесообразно воспользоваться типовыми технологическими процессами сборки аналогичных изделий.
Разработка схем и выбор оборудования для контроля. При выполнении сборочных операций необходимо установить степень соответствия относительного положения или перемещения исполнительных и других поверхностей техническим требованиям чертежа. Контроль обычно выполняют с использованием технических средств — универсальных, специальных и др. При
этом широко используют типовые схемы и методики контроля или специально разработанные.Возможен также визуальный контроль, г.е. контроль без использования технических средств измерения: контроль состояния
поверхностей, стыков, формы и расположения пяген контакта, отсутствия задиров и трещин и т. п. Этот метод не позволяет получить количественную оценку, а только качественную, поэтому он применим лишь в сочетании с другими методами.Типовые средства контроля выбирают по соответствующей справочной литературе и каталогам, а специальные или специализированные разрабатывают и изготовляют в условиях инструментальных производств предприятий.Точность контроля зависит от погрешности средств контроля,
ог правильности установки измерительного инструмента или приспособления на контролируемой сборочной единице, от точности настройки и других систематических или случайных факторов.При разработке средств контроля иногда составляют размерные цепи, определяют фактическую погрешность и анализируют отдельные ее составляющие. В качестве измерительной базы обычно используют установочную базу, что позволяет уменьшить погрешность измерения. К основным видам контроля, выполняемым при сборке, можно отнести контроль зазоров, проверку на биение (радиальное или осевое), контроль относительного положения деталей и их поверхностей (параллельность, перпендикулярность), усилие затяжки, плотность посадки и др.При выборе средств контроля учитывают точность контролируемой величины и допустимую погрешность измерения. Последняя характеризуется разностью между показателями контрольного приспособления и фактическими значениями контролируемого параметра. Относительная погрешность измерения может быть
задана в технических условиях на сборку. Обычно она составляет 15...20% допуска контролируемого параметра.
Оформление технологической документации. Комплектность технологических документов на единичные технологические процессы зависит от типа производства, стадии разработки документов, степени детализации описания технологических процессов, применяемых технологических методов изго-
товления изделий и выбирается разработчиком.По степени детализации описания для документов единичного технологического процесса различают маршрутное, маршрутно-операционное и операционное описание.Маршрутное описание применяется на стадиях «Предварительный проект» и «Опытный образец (партия)» и выполняется на формах маршрутных карт в виде краткой записи содержания по всем операциям в технологической последовательности их выполнения, без указания переходов и технологических режимов. В тексте краткого содержания операции следует указывать действия,выполняемые исполнителем, данные по исполнительным размерам (окончательным), по применяемым комплектующим, составным частям изделия, вспомогательным материалам и т.п.Маршрутно-операционное описание применяется на стадии
«Опытный образец (партия).Операционное описание следует применять для документов серийного и массового производства.При маршрутно-операционном и операционном описании указывают данные по технологическим режимам.Выбор документов соответствующих видов и требования к их заполнению регламентированы ГОСТ. Запись операций и переходов следует выполнять по ГОСТам для соотв. операций.
Билет №8. Классификация баз. Выбор методов обеспечения точности сборки. Разработка и анализ технологической схемы сборки. Определение необходимого перечня работ. Назначение технологических баз. Выбор оборудования и средств технологического оснащения.
Date: 2016-02-19; view: 1537; Нарушение авторских прав