Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Приспособления для фрезерных станков и обрабатывающих центрах
|
|
Некоторые фрезы крепят непосредственно на шпинделе станка: крупные торцовые фрезы привертывают к торцу шпинделя, фрезы с коническим хвостовиком вставляют в коническое отверстие. Для насадных фрез используют оправки, фрезу с цилиндрическим хвостовиком зажимают в патроне, например цанговом.
В простейшем случае ввертывают шомпол в хвостовик фрезы или оправки ключом за квадрат, выступающий с противоположной стороны шпинделя, однако это неудобно. Системы автоматической смены инструмента требуют оснащения всего комплекта оправок дополнительными деталями для захвата их при зажиме. Чтобы уменьшить время ручной установки инструмента и облегчить ее, применяют быстродействующие зажимные приспособления. Пружина 6 (рис. 89, а) через шомпол 4 втягивает оправку 3 с фрезой 1 в шпиндель 5. Для смены оправки в верхнюю полость пневмоцилиндра 8 подается сжатый воздух, поршень 9 через стакан 7 сжимает пружину 6 настолько, чтобы фланец оправки, опустившись, освободился от контакта с торцовой шпонкой 2.
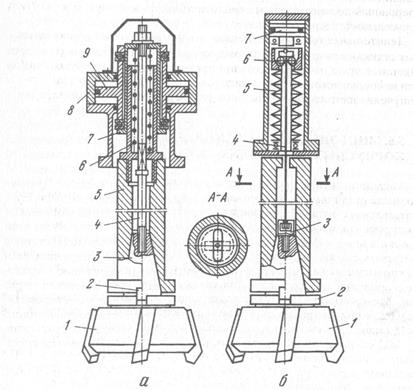
Рис. 89. Приспособления для механизированного закрепления фрез в шпинделе
а) – с навертыванием хвостовика на гайку б) – с поворотом хвостовика на 90º
Тогда можно легко и удобно свинтить оправку с шомпола и навернуть другую. Вращающиеся и невращающиеся части разделены упорными подшипниками. Другой вариант содержит пружину 5 (рис. 89, б), гидроцилиндр 7, шариковое устройство 6, заменяющее упорные подшипники, и тягу 4 вместо шомпола. Принцип действия аналогичен предыдущему варианту, но для разъединения оправки 2 (с фрезой 1) и тяги 4 достаточно поворота ее на 90°. Тогда Т-образный конец тяги пройдет через паз детали 3, ввернутой в оправку.
Заготовки устанавливают и закрепляют с помощью прихватов, подставок, угловых плит, призм, тисков, дополнительных столов и других приспособлений. Тиски и столы могут быть неповоротными и поворотными вокруг вертикальной оси. С помощью универсальных тисков возможен поворот вокруг двух перпендикулярных осей.
Круглые поворотные столы применяют при обработке цилиндрических, граненых, фасонных поверхностей. Непрерывный или периодический поворот заготовки возможен вручную или от электро- (гидропневмо-) привода. Можно сообщить движение поворотному столу также от привода основного стола станка, а именно от правого конца продольного ходового винта через зубчатые колеса и карданный вал. Непрерывный поворот стола можно использовать для обработки по типу карусельно-фрезерных станков.
Делительные головки применяют в основном на консольно-фрезерных станках для установки заготовки и периодического поворота ее на заданные углы, например для прорезания впадин у зубчатых венцов, или непрерывного поворота, согласованного с движением вдоль оси для получения винтовых канавок на сверлах и других инструментах.
Date: 2016-02-19; view: 866; Нарушение авторских прав