Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Технологические процессы механической обработки деталей
|
|
Разработку техпроцессов проводят в следующей последовательности:
I. Сбор исходных данных. Анализ служебного назначения детали.
Исходные данные: чертеж детали, годовая программа выпуска, продолжительность выпуска.
Под служебным назначением детали (изделия) понимают четко сформулированную задачу, для решения которой она применяется.
Анализ служебного назначения включает:
1. Установление условий, в которых работает деталь (изделие).
2. Определение нагрузок, действующих на деталь (постоянные, переменные, циклические, крутящий момент, изгибающие и др.)
3. Классификацию поверхностей детали.
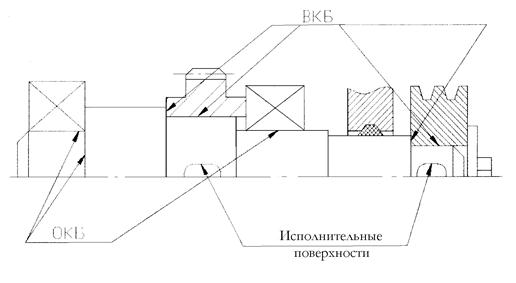
Рис. 9.1. Классификация поверхностей детали
На рис. 9.1 приведена классификация поверхностей ступенчатого вала.
Поверхности детали классифицируются следующим образом:
- основные конструкторские базы (ОКБ) - это базы, определяющие положение детали в изделии;
- вспомогательные конструкторские базы (ВКБ) - это базы, которые определяют положение деталей, присоединяемых к рассматриваемой детали;
- исполнительные поверхности (ИП) - это поверхности, при помощи которых деталь выполняет свое служебное назначение;
- свободные поверхности (СП) - это поверхности, определяющие заданные контуры детали.
II. Анализ технологичности конструкции детали.
Технологичность – свойства изделия, проявляющиеся в соответствии их требованиям экономичной технологии изготовления.
Этот анализ является важной частью при проектировании технологического процесса и заключается в технологическом контроле чертежа детали.
При этом:
1. Анализируется чертеж детали:
а) достаточность графической информации о детали (видов, разрезов, сечений и т.д.)
б) достаточность и правильность простановки размеров, величин шероховатостей, погрешностей формы и расположения поверхностей и т.д.
в) наличие сведений о материале детали, покрытиях, ее массе, термообработке и др.
2. Оценивается возможность упрощения конструкции детали.
3. Устанавливается возможность применения высокопроизводительных методов обработки.
4. Определяется соответствие стандарту конструктивных элементов детали (фасок, канавок и др.).
5. В первом приближении намечаются поверхности, которые будут использованы в качестве исходных баз.
III. Выбор типа производства и формы его организации.
В машиностроении различают три типа производства: единичное (Е), серийное (С) и массовое (М).
Серийное производство разделяют на мелкосерийное (МС), среднесерийное (СС) и крупносерийное (КС).
Для качественной оценки типа производства можно использовать критерий, называемый коэффициентом закрепления операций (КЗО).
КЗО равен отношению числа всех операций, выполняемых в течение месяца (SО) к числу рабочих мест (Р):
КЗО=  .
.
Если КЗО> 40, то это единичное производство; от 20 до 40 - мелкосерийное; от 10 до 20 - среднесерийное; свыше 1 до 10 - крупносерийное; равно единице - массовое.
Различают следующие формы организации ТП: предметная непоточная (Е), групповая непоточная (МС), групповая переменно-поточная (СС) и поточная непрерывная (КС, М).
Групповая форма организации производства характеризуется следующими признаками:
1. Изделие запускается в производство партиями (сериями) с определенной периодичностью.
2. Оборудование расставляется по типам станков, создавая производственные участки.
3. За каждым рабочим местом закрепляется несколько технологических операций.
Поточная форма характеризуется следующими признаками:
1. Специализацией каждого рабочего места на выполнение одной операции (КЗО=1).
2. Размещение рабочих мест производится строго в последовательности, соответствующей ТП.
В таблице 9.1 приведены основные характеристики различных типов производства.
IV. Выбор метода получения и проектирование заготовки.
V. Выбор методов обработки отдельных поверхностей.
VI. Разработка технологического маршрута изготовления детали. Разработка плана обработки и схем базирования.
VII. Разработка технологических операций.
7.1. Выбор последовательности выполнения технологических переходов.
7.2. Окончательный выбор станка, оснастки, измерительного и режущего инструмента.
7.3. Расчет режимов резания и норм времени.
7.4. Расчет загрузки технологического оборудования.
7.5. Оформление технологической документации.
VIII. Выбор, и при необходимости проектирование и изготовление технологической оснастки.
Таблица 9.1
Характеристика типов производства
| Показатель техпроцесса (ТП) | Тип производства Тип производства | ||
| Единичное | Серийное | Массовое | |
| 1. Форма организации ТП | предметная непоточная | групповая | поточная |
| 2. Повторяемость изделий | отсутствие заранее обусловленной повторяемости | периодическое повторение партий | непрерывный выпуск в течение длительного времени |
| 3. Унификация ТП | использование типовых ТП | разработка специальных ТП на базе типовых | разработка специальных ТП на базе анализа |
| 4. Заготовка | прокат, литье в землю свободная ковка | профильный прокат, литье в кокиль, горячая штамповка | спец. прокат, литье в кокиль, холодная и горячая штамповка |
| 5. Припуск на обработку | значительный | незначительный | минимальный |
| 6. Расчет припусков | укрупненный по таблицам | подробный по переходам | детальный, на базе размерного анализа |
| 7. Оборудование | универсальное | универсальное, отчасти специализированное | специализированное и специальное |
| 8. Загрузка оборудования | загрузка различными деталями без какой-либо закономерности | периодическая смена детали на станках | непрерывная загрузка оборудования одними и теми же деталями |
| 9.КЗО | свыше 40 | от 1 до 40 | |
| 10. Расстановка оборудования | по типам и размерам | по направлениям характерных грузопотоков | по ходу ТП |
| 11 Настройка станков | отсутствие настройки, работа по промерам | по измерительным инструментам и приборам | по эталонам |
| 12. Оснастка | универсальная | универсальная и специальная | специальная |
| 13. Расчет режимов резания | по общемашиностроительным нормативам | по отраслевым нормативам и эмпирическим формулам | аналитическим путем на базе математической модели |
| 14. Квалификация рабочих | высокая | различная | низкая, при высокой квалификации наладчиков |
Date: 2015-05-09; view: 884; Нарушение авторских прав